






配件类型挑选不匹配。配件代用或错用的现象较遍及。应尽量运用原装类型的配件,不可用其它类型配件代用,更不能错用。不注重螺栓的选用,螺栓运用紊乱的现象较突出。在修补带锯床时,乱用螺栓的现象还比较突出,因螺栓功能、质量不符合技能要求,导致修补后机械毛病频出。螺栓拧紧办法不妥的状况较严重。 不留意检测零部件合作间隙的现象为数不少。不成对、成套替换偶件或组件的状况也不罕见。带锯床液压体系中有些组件,在修补时,应留意成对安装,不要弄串 。在实践修补作业中,有人为了削减开支、有人不了解技能要求,不成对或成套替换上述零部件的状况还不罕见,降低了修补质量,缩短了带锯床机件寿数,增加了毛病发作的可能性,应引起满足的注重。
白银数控钢筋剪切生产线产品特点:1、剪切后辊道采用进口PLC控制,移动式轨道加固定挡板,精度高;2、液压式剪切系统,故障率低,可靠性高,剪切能力强;3、多挡板设计,定位速度快,效率高;4、双向收料机构,成品存放量提高一倍;5、配置套载,可大大提高材料的利用率;6、控制系统:汇川PLC,汇川变频器,威伦触摸屏。技术参数配置:剪切钢筋直径范围:Φ12~40mm;剪切长度范围:1~12m;剪切精度:±5mm;剪切频率:20次/分输送速度:1.92m/s操作人数:2人设备功率:25.5KW设备外形尺寸:28m×3.3m×2.5m 电控系统:380V,50~60HZ 液压系统:系统压力31.5Mpa,液压站电机18.5KW剪切能量表(三级钢,57kg/mm2)(注意:剪切钢筋数量要在能量级以内)

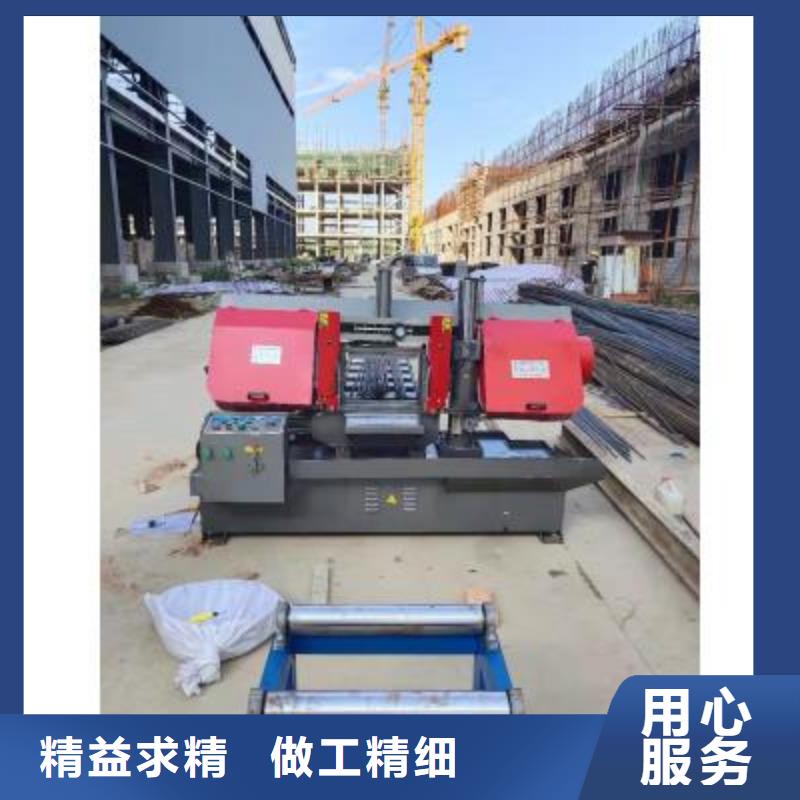
· 液压控制锯切进给速度,无级可调。
· 液压控制导向块结构钳口双向夹紧,手动或液压夹紧。
· 小量可成束锯切,生产效率高。
· 带锯条采用滚动轴承和硬质合金导向,延长锯条的寿命。
的参数有哪些?我们来看一下。
1、主要技术参数
1.1 锯切范围:圆料○ Φ300mm 方料□(宽×高) 400×300(mm)
1.2 锯带速度:24 36 45 54 75
1.3 锯带尺寸:长度选用4115(3950)mm,宽度选用34mm,锯带厚度不得超过1.1mm。
1.4 电机:电机总功率4.0 KW
1.5 装卡方便,灵活可靠。
班前保养
(1)严格按照润滑图进行注油(脂),并保养油量适当,油路畅通。无锈蚀、无漏油、无“黄袍”滑动面无拉伤划痕。
(2)检查装置是否完好,使之可靠。
(3)检查电机接线、电器控制装置是否良好。
(4)金属圆锯机空运转10min左右,检查、调整主传动各部位,做到运转正常,皮带松紧合适,圆锯片安装正确、无松动;检查、调整液压系统,使之手柄操纵灵活,“夹紧”、“起料”、“进刀”、“回程”、“松开”等动作准确无误,液压油不低于刻度线,泵工作可靠,液压管路无泄漏;检查、调整冷却系统,使冷却液充足,双金属带锯床哪家好,无杂质、不变质、无泄漏。
2.班中保养
(1)经常注意金属圆锯机主传动各部位、润滑、液压、冷却系统及虎钳等工作是否正常,液压、冷却系统有否噪音、泄漏,锯刀箱的油不得低于油标上刻线高度的1/3。
(2)查看电机、电器的运转、温升、声响、振动等情况。
3.班后保养
(1)将各操作手柄(开关)置于空档(零位),断开电源、气源开关。
白银数控钢筋锯切镦粗套丝打磨生产线价格合理

