
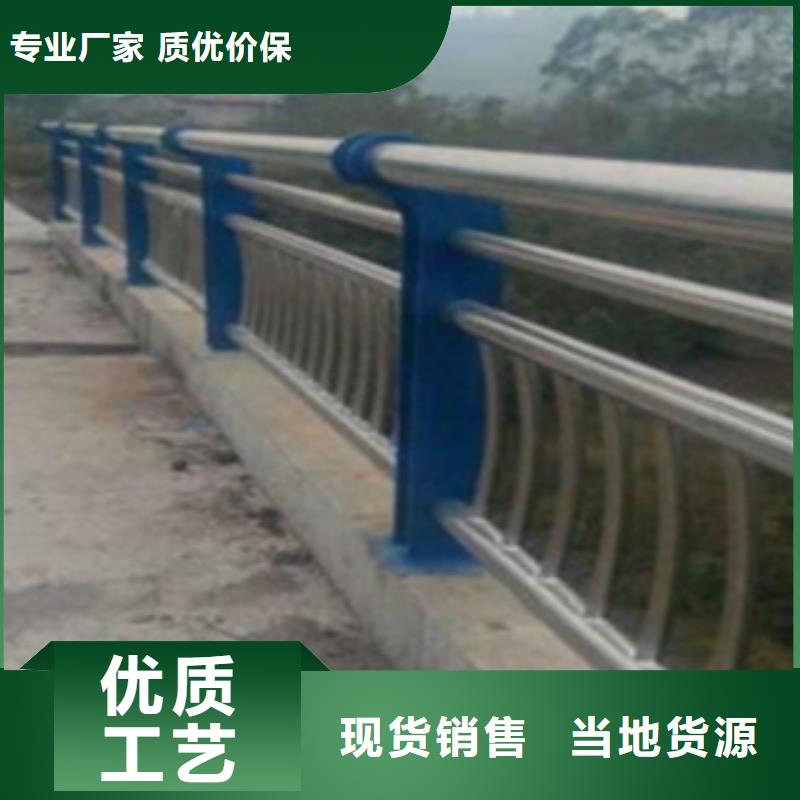


一分钟的时间,对于了解我们的不锈钢复合管护栏2-桥梁防撞立柱品质之选产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:不锈钢复合管护栏2-桥梁防撞立柱品质之选的图文介绍

腾昊金属制品有限公司拥有中、高级 澳门河道护栏工程技术人员180余人,担负着全部产品的研发设计与生产指导。拥有完善的质量保证体系、严格的管理制度、强大的生产能力和先进的检测手段,在保证 澳门河道护栏产品高质量、高产出的同时也具备了较高的市场占有率和较强的市场竞争力。


近年来阳台封闭现象比较普遍,一些工程在设计阶段就按照封闭阳台设计,并认为封闭阳台的栏杆高度可按窗台要求。但在施工图或工程监理中经常引起争议。质检和监理部门明确认定阳台是阳台,窗户是窗户,指出如果将阳台当窗户,工程图中出现许多不能自圆其说的矛盾,比如面积计算、日照间距、窗地比指标等。所以应考虑到,封闭阳台并没有改变阳台三面临空,是全家向外眺望活动比较集中的地方等性质,并且阳台是否封闭应是住户自己的选择,目前封闭的阳台日后敞开的可能性完全存在,必要的防护措施不能或,因此封闭阳台的栏杆决不可采用窗台的高度。一些工程设计虽然按封闭阳台设计,实施时仍然交给住户自行处理,引起事故或纠纷使设计者十分被动。安装在已完工的面层上弹线并标出每根栏杆立柱的位置用电锤钻在立柱处钻孔,深度为50mm,其中底层的步和第二步深度为100mm,钻头直径同立柱钢筋直径。用截面40mm80mm和40mm100mm的方木各1块(其中40mm100mm的方木按立柱钢筋的间距和数量放样锯凿成缺口),方木长度同扶手,将立柱钢筋置入方木缺口,再用12 铁丝将两块方木临时绑夹在距立柱顶部约50mm处,然后整体校正立柱并撑牢。用榔头将立柱钢筋打入钻孔内。立柱钢筋长度为立柱高度加50(100)mm。将花饰件穿入立柱钢筋。在立柱顶部弹钭线,再用石墨笔画线,然后用氧割将立柱钢筋顶面吹割成钭面。焊扶手扁铁,随后在扁铁的弯、翘曲处,用加热烧红后拨正,并立即烧水冷却、矫正扁铁。一分价格一分货是每样商品亘古不变的道理,所生产的阳台护栏经过20多道复杂的工序,每一道工序都做到精益求精,确保优质的产品,锌钢型材的镀锌前处理包括:碱性除油、纯水清洗、酸性除锈、二次水洗、酸碱中和、三次清洗、富锌磷化、四次清洗、型材钝化等,这些处理直接关系到钢材与锌层,以及喷涂的附着力等。



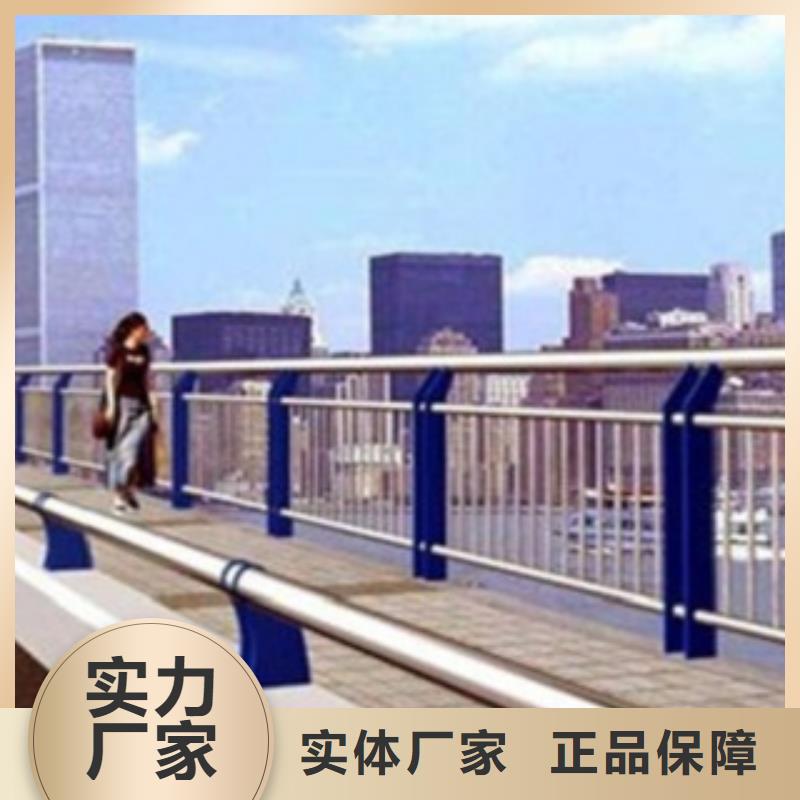
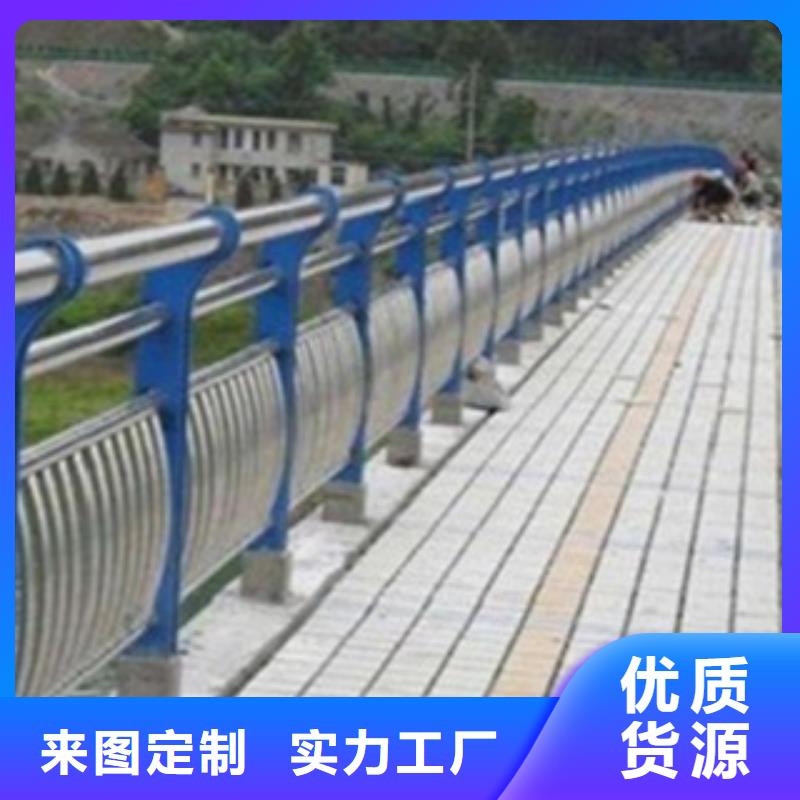
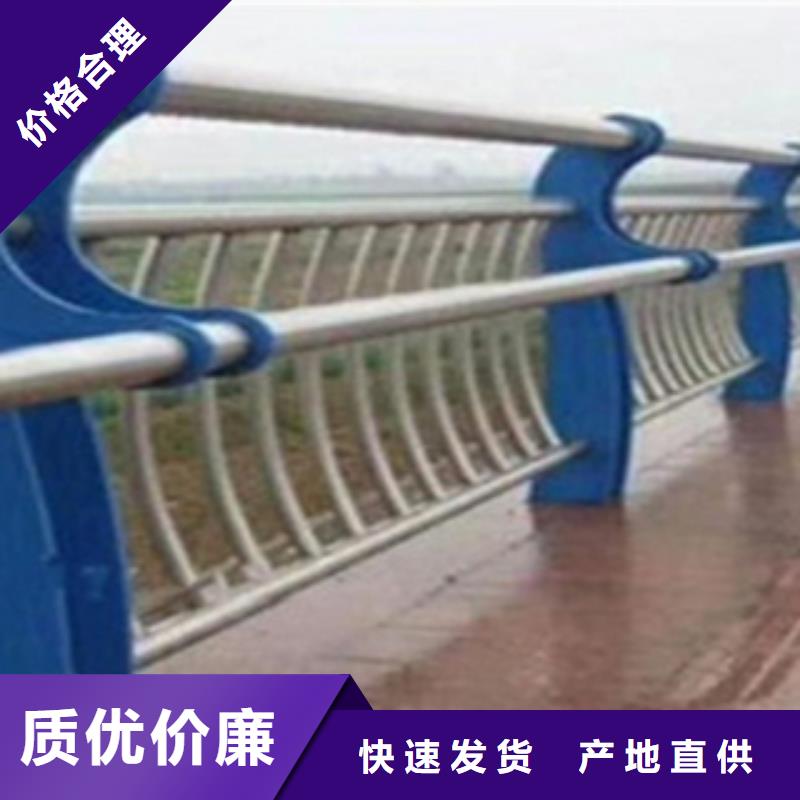
别的,在折弯、抗扭强度相一起,分量较轻,所以也广泛用于制造机械零件和工程结构。也常用作出产各种常规、管、等。304复合管由不锈钢和碳素结构钢两种金属资料选用无损压力同步复组成的新资料,兼具不锈钢抗腐蚀耐磨和杰出美丽的外表,以及碳素钢杰出的抗弯强度及抗冲击性。符合节能及遍及的原则。不锈钢复合管于2002年正式颁布,从资料挑选,查验等方面都有了一整套严厉的,由于外表漂亮、价格低廉等长处,现已广泛用于桥梁护栏,装修装潢,车辆附件,运送辊轮,纺机配件等范畴。不锈钢复合管护栏结构一般分为主杆和立柱,主杆也经常被称为主管(比方,楼梯护栏扶手部位即是我们所说的主管)。吉林不锈钢复合管护栏立柱广泛使用于修建物的阳台、楼梯、景观围护、通道阻隔等,首要种类有玻璃护栏不锈钢立柱,杆件护栏不锈钢立柱和玻璃间隔不锈钢立柱及其他结构形状的立柱等。玻璃间隔不锈钢支撑件:全玻璃护栏,不选用护栏立柱和扶手衔接运用的称为间隔;首要用于衔接修建结构夹持玻璃护栏并承载玻璃护栏荷载的构配件,使用于修建底层的玻璃围护护栏设备、通道间隔、室内玻璃间隔墙和玻璃展示架等。经过不同的抛光工艺,构成镜光、亚光、拉丝外表等现代工业化加工的装修作用,而且不锈钢在冷加工、热加工、焊接等方面都具有杰出的物理功能。高端的不锈钢护栏构配件选用的是不锈钢原料制造,有着的机械功能和优胜的耐腐蚀功能,使得产品具有杰出的抗水平荷载功能、抗笔直荷载功能、抗软重物碰击功能,保证了修建物的运用。此外,不锈钢护栏与太阳能光伏发电体系、太阳能真空管、真空集热板的结合使用,使不锈钢护栏具有运用绿色、清洁、环保的太阳能造福人类,而且运用寿命长、保护本钱低的成效,在减小乃至根绝污染的一起,大大能耗,具有节能环保的成效。


因为复合层和底层之间不易熔焊在一起,所以在组对前,首要进行封焊。封焊应选用热输入量小的焊接办法,所以,关于封焊,咱们仍果用手艺钨极氩弧焊。关于过渡层,其熔敷金属成分十分杂乱,为了使合金浓度梯度不太大,应挑选热输入稍大一些的焊接办法,则咱们选用焊条电弧焊进行焊接。因为底层原料为碳钢,是一种常见的原料,焊接工艺十分老练,所以关于底层的焊接选用焊接电弧焊,以焊接施工功率。复层的焊接打底层选用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接要求高的工序,焊工有必要具有过硬的技术水平和高度的责任感。焊前有必要对管子内部、焊缝反面充99.99%的一段时间用气体氧含量仪从坡口空隙深化抽取气体丈量管子内部氧含量,当氧含量低于50ppm时开端为了确保底层焊接,选用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平坦。选用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行查看,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺点存在,或X射线查看后,方可进行下道主序焊接。过渡层的焊接过渡层是复合管熔敷合金成分为杂乱的焊层,假如焊接参数选用不妥,简单形成熔敷合金浓度梯度过大,然后影响接头的防腐蚀功能接。焊接时选用焊条选用A302,为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。



