

深入了解土工膜厂家供应产品,一部视频就够了,快来观看!
以下是:土工膜厂家供应的图文介绍
中齐建材有限公司遵循诚信经营,货真价实,优质服务的宗旨,赢得了用户,拓展了市场,建立了广泛的 澳门土工材料销售网络,具有一定的认知度。
我公司可根据客户要求定制 澳门土工材料,交货期短,送货快,我们以低的利润、好的质量、快的速度来赢得您的信赖,达到“互惠双赢”!


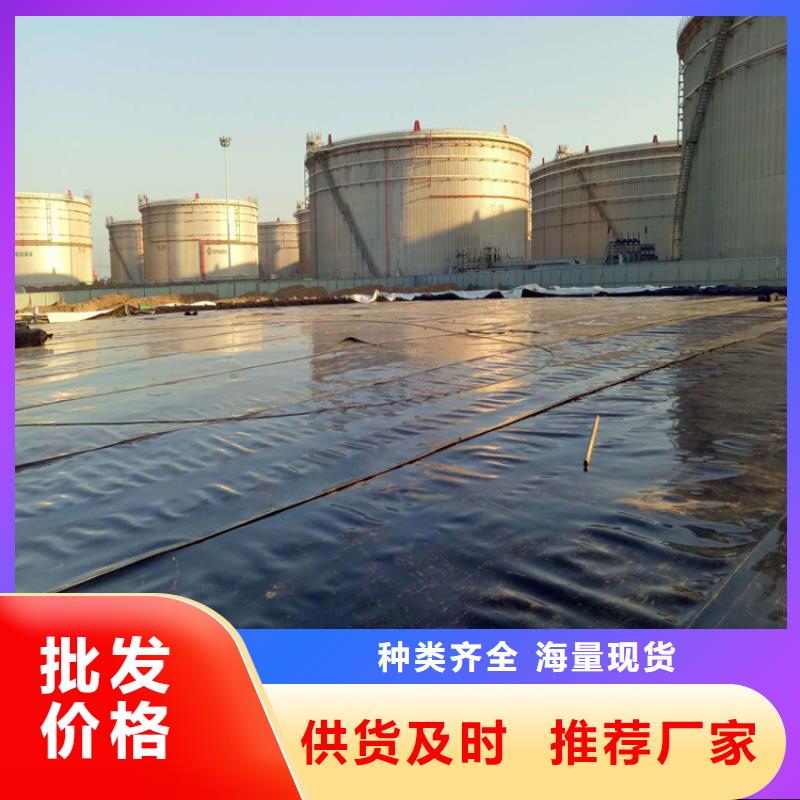
HDPE土工膜防渗系统结构层水利工程上一般在土工膜下支持层采用强透水性的材料,但作为环保项目的垃圾填埋场工程,若支持层仍采用强透水性的材料,一旦发生非人为的膜破损,渗滤液将通过膜下强透水性材料迅速向周边扩散,对环境造成污染。为减少对周围环境的影响,提高防渗层的度,建议在HDPE土工膜下支持层采用弱透水性材料,如粘土(渗透系数小于10-7cm/s)。土工膜上的保护层采用土工布和粘土层(厚50cm)。HDPE土工膜防渗结构边坡稳定分析垃圾卫生填埋场的垃圾坝、填埋区侧壁边坡皆采用HDPE土工膜防渗。 垃圾坝的HDPE土工膜边坡稳定分析与一般水利工程的挡水土石坝相同。因HDPE土工膜斜墙靠近上游坝坡,HDPE土工膜与坝体之间的摩擦系数一般小于坝体的内摩擦系数,因此,需要计算校核HDPE土工膜与保护层或坝体之间的抗滑稳定性。



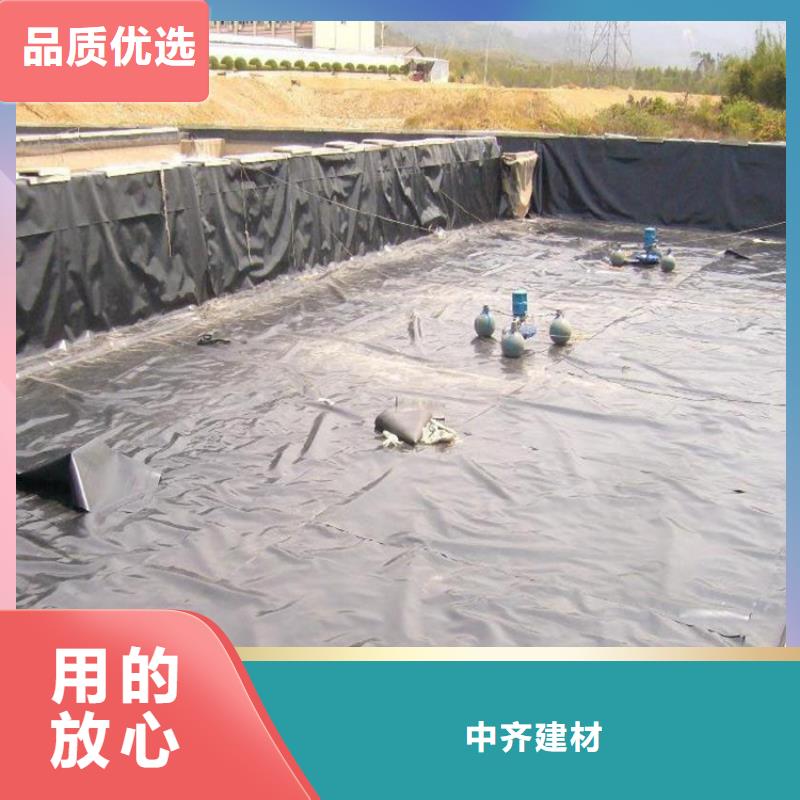
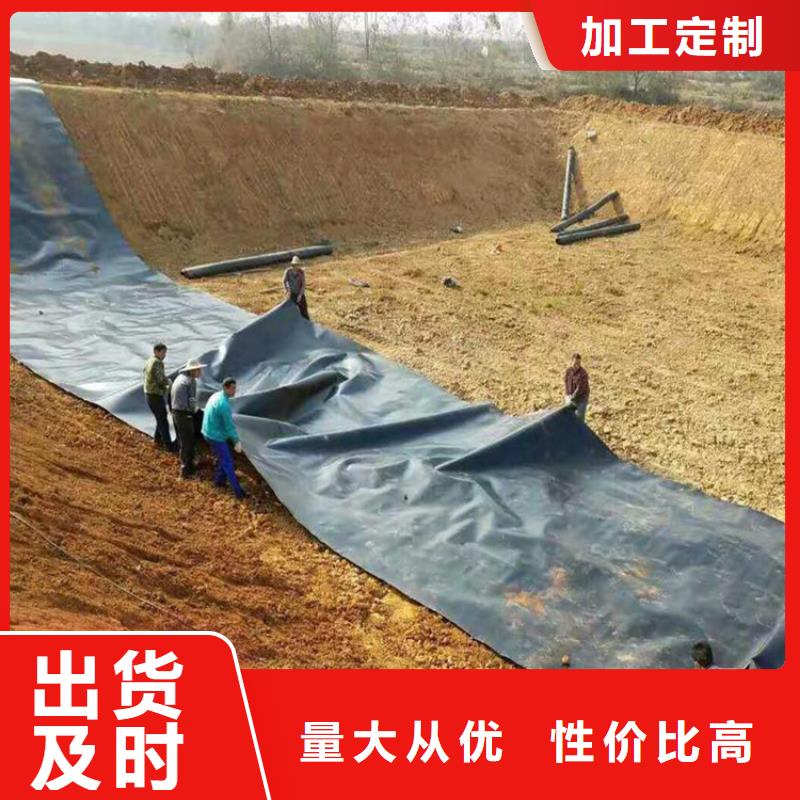
HDPE土工膜焊接质量的好坏是复合土工膜防渗性能成败的关键,所以务必做好土工膜的焊接,确保焊接质量,因此,土工膜焊接应由生产厂家派专业技术人员到现场操作,指导,培训,采用土工膜专用焊接设备进行。本工程土工膜焊接采用800-900型热合土工膜焊接机,土工布采用手提式封包机缝接。 焊接前用电吹风吹去膜面上的砂子、泥土等脏物,膜面干净,在焊接部分的底下垫一条长木板,以便焊机在平整的基面上行走,焊接质量,正式焊接前,根据施工气温进行试焊,确定行走速度和施焊温度,一般掌握行走速度1.5~2.5m/s,施焊温度为220~3000C。两布一膜HDPE土工膜焊接流程焊接工艺:一幅土工膜铺好后,将需焊接的边翻叠(约60cm宽),二幅反向铺在一幅膜上,调整两幅膜焊接边缘走向,使之搭接10cm。拼接焊缝两条,每条宽10mm,两条焊缝间留有10mm的空腔,用此空腔检查其焊缝质量。



HDPE土工膜的主要机理是以塑料薄膜的不透水性隔断土坝漏水通道,以其较大的抗拉强度和延伸率承受水压和适应坝体变形;而无纺布亦是一种高短纤维化学材料,通过针刺或热粘成形,具有较高的抗拉强度和延伸性,它与塑料薄膜结合后,不仅增大了塑料薄膜的抗拉强度和抗穿刺能力,而且由于无纺布表。 如果压力表显示的数值依然正常,则表示焊接已经符合施工的要求。HDPE土工膜有几个地方是在铺设的时候必须要质检的,那么在其铺设过程中需要质检哪些方面呢。较好随时检查HDPE土工膜的焊接质量,每检查到一处焊接或者安装不合格处可以以不同颜色的记号笔标注。 对破损处修补的补丁要剪成圆角,不要过小。需要用检漏器检查搭接处双焊缝中间所形成的气带,进行气压检测,对泄压处找到漏气点并进行热风焊枪修补。进行二次衬砌前,应对其进行面认真的严格检查,避免任何遗漏。注意进行二次衬砌浇注时不要有任何的破坏,防止无法进行修补。


