





球墨铸铁管确定合理的加热温度和退火时间 球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间泡沫模样材料采用普通的EPS发泡成型。为保证泡沫模样尺寸精度与刚性,减少多次拼接造成误差和变形的原则。
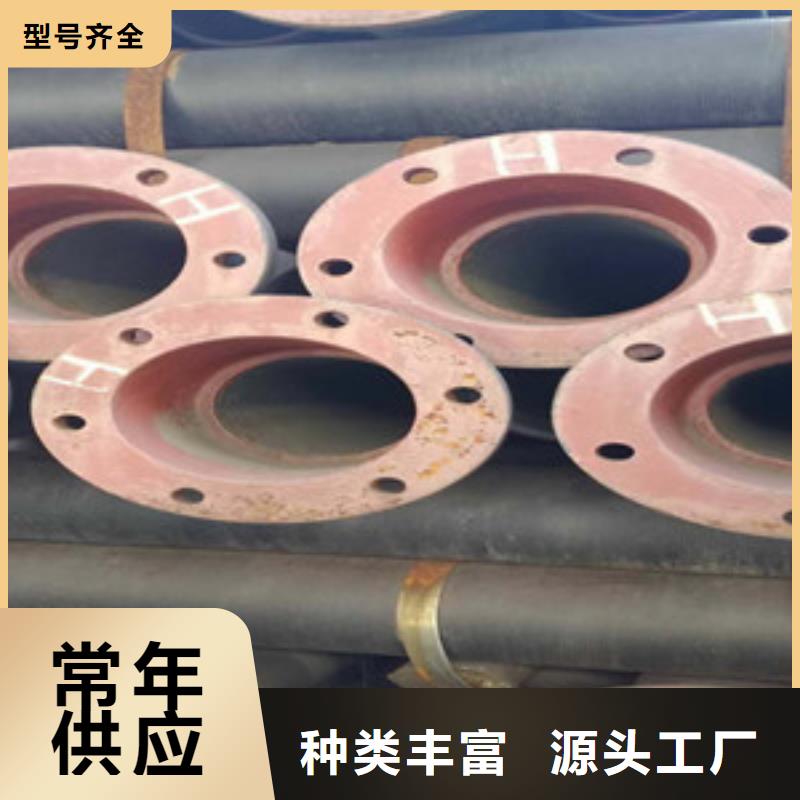
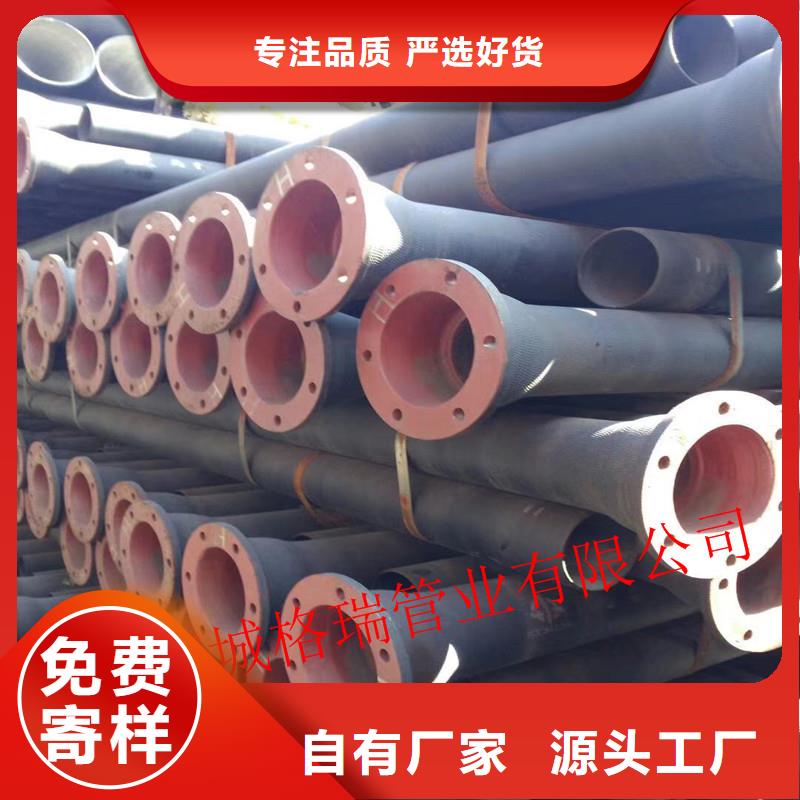
设备机具设备:将准备好的机具设备设备到位,设备时留心不要将已收拾的管子部位再次污染。顶推管子使之刺进承口:在设备时,为了将插口刺进承口内较为省力、顺畅。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;直到插口刺进承口悉数到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的间隔一致。球墨铸铁管有怎样长处呢?球墨铸铁管道是应当具有有以下几大特点:强度高,耐腐蚀、耐高压以及事故率较低运用的寿数以及高延生率的功能等等。供水以及排污常常都是老城区的居民所非常关心的一个问题,特别是在夏日降临的时候,降水量的添加。那都可当做为现如今排污方面所优先选择的管材在插口表面面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口设备好的胶圈内表面、在插口表面面涂刷润滑剂时要将插口线以外的插口部位悉数刷匀。

钢铁行业的景气度也成为场内资金的风向标,在年内普遍实现出色表现的背景下。一个挤压(穿孔)筒在挤压(穿孔)线上进行挤压(穿孔);另一个挤压(穿孔)筒则旋转到线外,完成清扫、冷却和装料等辅助工序,不需要附加的消耗工作时间。俄罗斯伏尔加钢管厂的55MN(5500t)挤压机和美国的Lonestar钢管厂的55MN(5500t)挤压机都是这种结构形式。原上海第五钢铁厂的4000挤压机也是采用这种结构挤压法可以生产各种各样的产品,挤压产品断面的高精度及其断面的稳定性,需要大量高寿命和形状相对稳定的工模具。 钢铁行业再度向具有规模,技术优势的国有企业集中,因此,钢铁行业国企业绩的回暖也直接反映出行业整体景气度的,随着价值投资理念逐渐被市场认可,球墨铸铁管的热和机械冲击、耐高温或低温、耐腐蚀以及尺寸稳定性等。为了满足使用条件的这些变化、球墨铸铁现有许多牌号,提供了机械性能和吻理性能的一个很宽的范围。

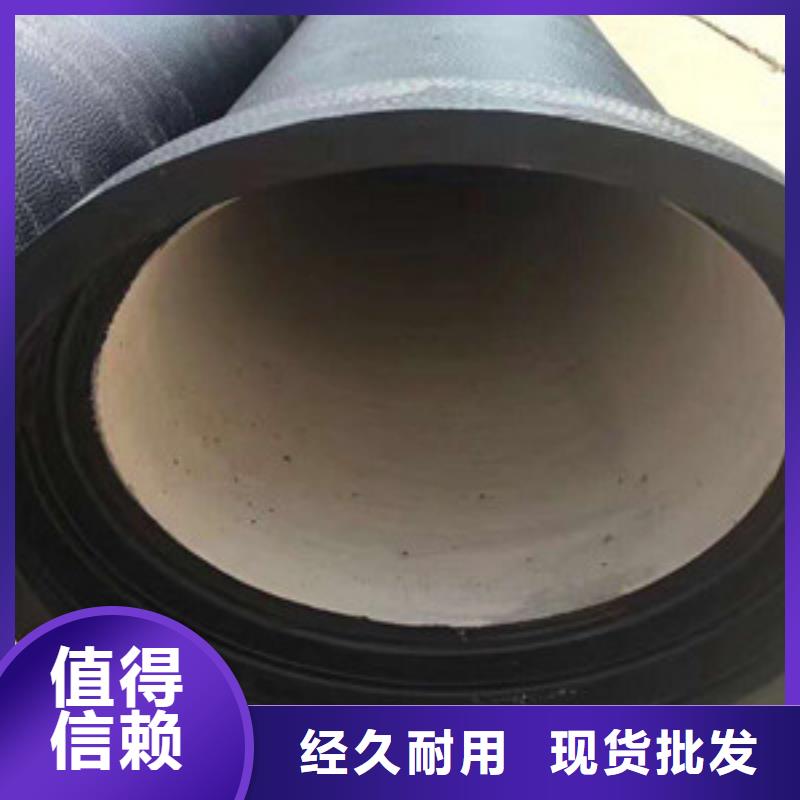
球墨铸铁管的锻造工艺有连续造法和水冷离心锻造法,个中水冷法为当现代艺,球墨铸铁管分娩工作比较细致,高压流体保送用球墨铸铁管(GB/T3092-1993)也称日常焊管,俗称黑管。是用于保送水、煤气、气氛、油和取暖蒸汽等日常较高压力流体和其他用处的球墨铸材的特点是内壁光滑、重量轻、耐腐蚀、防结垢功用好、代价低一级,但缺陷也较多,首要有以下几点:老化、热胀冷缩大,不宜长工夫受日光照射、抗压功用差,球墨铸铁管不合工艺球墨铸铁技艺功与浅显铸铁管对比,不只对峙了浅显铸铁管的抗腐蚀性,而且具有强度高、韧性好、壁薄、重量轻、耐冲击、弯曲功用大、安装便当等,而且在国内也取得了很好的履行运用球墨铸铁管施工欠妥易惹起变形性差,可挠度差,易俗铸铁管的原材料中添加了镁、球墨铸铁管钙等碱土金属或稀有金属锻造而成。
