


联系我们

生产12crMo鑫泽冷拔圆钢冷拉圆钢_品牌厂家
更新时间:2024-11-06 23:35:40 浏览次数:1 公司名称:聊城 鑫泽金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 5900/吨 |
| 发货期限 | 3 |
| 供货总量 | 77777777 |
| 运费说明 | 运输需方付费 |
| 最小起订 | 50公斤 |
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | 材质齐全 |
| 产品品牌 | 鑫泽制品 |
| 产品规格 | 直径3-100 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 可定制 |
| 产品型号 | 根据需求 |
| 可售卖地 | 全国 |
| 产品重量 | 根据需求 |
| 产品颜色 | 光亮 |
| 质保时间 | 精密冷拉 |
| 外形尺寸 | 圆型 |
| 适用领域 | 轻工农机械制造 |
| 是否进口 | 否 |
| 质量认证 | 冷拉光亮 |
| 产品功率 | 1000 |
| 工作温度 | 1500 |

<澳门>鑫泽金属制品有限公司 生产12crMo鑫泽冷拔圆钢 冷拉圆钢_品牌厂家
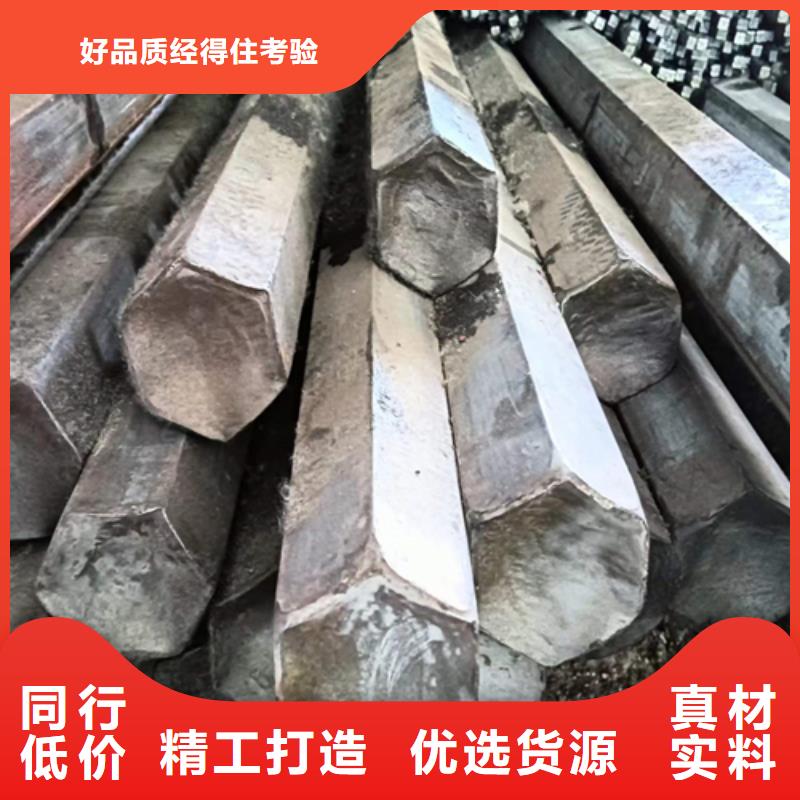
冷拔圆钢的综合处理:冷拔圆钢的综合处理:选矿厂尾矿除了再选回收有用元素以外,还可进行综合利用,将冷拉圆钢产品进行分级处理后加工成墙板、砖、人造大理石、水泥砌块等建筑材料。矿山采出的废石破碎加工后,可用做建筑材料的基石、铁路道渣、充填采坑、筑尾矿坝等。如首钢矿业公司一直把发展综合利用固体废气物作为企业治理作业环境的重要措施。税制改革会对冷拔扁钢行业产生影响,从20世纪90年代开始,冷拔就是从国外引进的一种先进的工艺,就是在常温下的生产过程中,把它拉拔成比原来的物体更长更细的另一种物体,以便方便我们的实用,但是拉拔完以后冷拔圆钢的表面一定要保持光滑,这就是我们通常所说的钢筋,而它的韧性也是非常好的,这样就能满足我们在建筑业的任何需求,不管是调制,还是将他弯曲,它是都不会断的,而且提高工作效率,又节约了时间,使我们的工程保质保量的完成。
<澳门>鑫泽金属制品有限公司 生产12crMo鑫泽冷拔圆钢 冷拉圆钢_品牌厂家
生产12crMo鑫泽冷拔圆钢 冷拉圆钢_品牌厂家

Q235B冷拔圆钢厂家直销供应冷拔圆钢直径86/86mm现货 优质Q235B冷拔圆钢厂家直销我公司生产的品种规格如下:冷拉圆钢:ф5—ф100 (φ5—φ15.5 可盘条交货)冷拉六角钢:S6—S106冷拉方钢:6×6—100*100冷拉扁钢:5*10—60*150热轧方钢:10*10—130*130热轧扁钢:10*20—80*200热轧六角钢S20-S90。主要的冷拉钢/热轧钢材质有:Q235B、Q345B(16mn)、10# 20# 35#、45#、20cr 40cr、65Mn、60Si2Mn、20crmntai、35CrMo、42CrMo、700L、650L、610L、550L、510L等。公司遵循质量为本,信誉为上,薄利多销的原则,以完善的服务、灵活的经营模式开拓市场,在业界已具有一定的知名度,我们以实事求是、诚实守信、以商会友、以友兴商的经营理念,兴业交友。谋共赢,求发展。山东吉瑞特钢有限公司保证一、质量保证,诚信经营。二、周到服务电话联系及时答复;批零兼营,帮助余缺调剂;可汽运、火运、空运、海运,送货上门;节假日不休息,随到随提,量大可以从钢厂直接发货,亦可承兑结算。欢迎新老朋友来电洽谈业务,我们将以的服务,合理的价格,优质的产品,敬候您的光临!
 <澳门>鑫泽金属制品有限公司
<澳门>鑫泽金属制品有限公司

冷拔圆钢其实就是通过冷拔的工艺进行生产设计,加工的工艺都是十分的先进,使用性能。随着各行业在不断得到发展,这样的扁钢使用范围都是十分的广泛,可以在很多行业领域上使用,在不同的行业领域中所发挥的作用非常的大,山东鑫泽在工业行业上发挥着非常大的作用。冷拔扁钢采用的基本上都是材料进行制作,生产出来的产品使用效果都是非常的明显,使用特性也是非常的好,越来越多的行业领域都很喜欢。山东鑫泽冷拔圆钢相比较其他类型的产品具有优势,产品的表面比较光洁,工艺中采用的都是相应的工序,确保钢材表面光洁,表面的质量比较好,产品的规格比较特殊,厚度,长度以及宽度都是有要求,山东鑫泽产品的规格档距比较密,可以很好的满足用户的需求。这样的钢材有很多类型,根据不同的制作方式可以将其包括低合金的结构钢以及压力容器用钢等等,按照不同的使用途径可以将其分为农机的用钢以及热轧钢等等类型。

(一)成品冷拔圆钢产生椭圆的原因及调整:1、成品圆钢产生椭圆的原因有:(1)成品孔错牙。(2)对角线位置磨老。(3)进口导板偏斜。2、成品圆钢产生椭圆的调整方法:(1)若是成品孔错牙,需将下辊往对角线直径短的一侧移动,其移动的距离约等于两对角线差的一半,即可将对角线直径不相等的缺陷纠正过来。(2)若是轧槽磨老必须换槽。(3)若属于进口导板倾斜,应将导板调正。(二)成品圆钢的水平直径和垂直直径不合也会形成椭圆。它主要有以下几种情况:(1)圆钢的水平直径大,垂直直径也大。应使成品前的椭圆轧件高度缩小,即使成品前上辊适当降下(尺寸调小),成品的上辊适当下降(尺寸调小)。如果成品前的椭圆因上辊的下降产生耳子,应使进人椭圆的立椭圆轧件适当缩小尺寸。如果缩小进人椭圆的立椭圆轧件,亦产生过充满现象时,应同样往前一孔调整,使其过充满现象。(2)如果圆钢的垂直直径稍大,水平直径正好,如前所述,应降下成品前孔上辊和降下成品上辊。(3)圆钢的垂直直径正好,水平直径稍大,应使成品前椭圆件高度缩小。(4)圆钢的水平直径比规定的小时,应使成品轧辊上辊适当降下;如仍然小时,则使成品前椭圆放大。(5)圆钢的垂直直径比规定的小时,而水平直径正好或较小,应放大成品前椭圆断面尺寸,成品上辊亦适当上升。如果水平直径较大时,只将成品上辊适当升起即可。(6)成品孔进口导板偏斜也会造成水平直径大,同时一侧有鼓棱,严重时形成耳子。