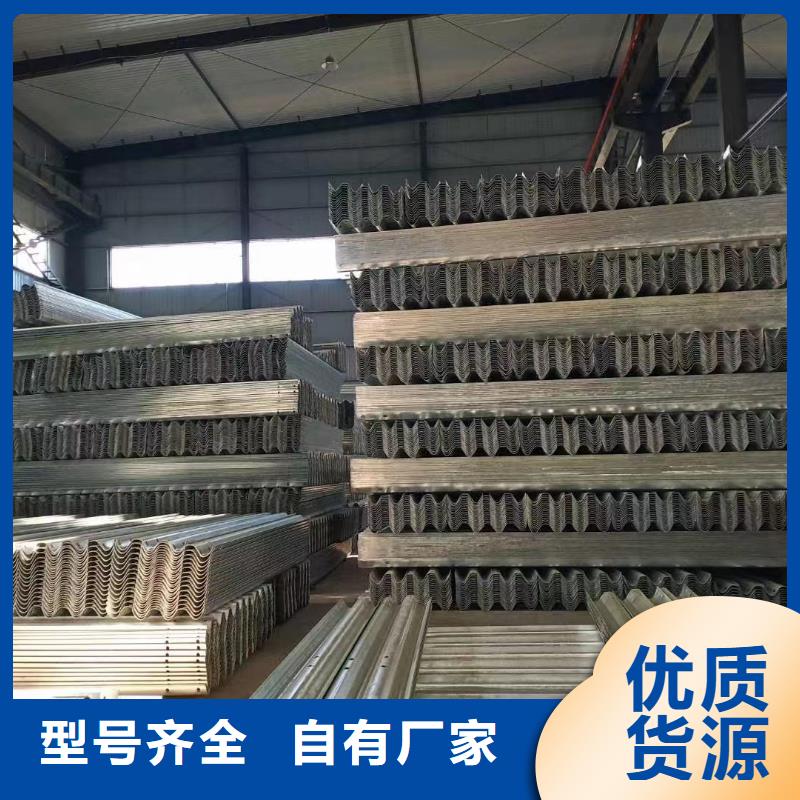
生产乡村安保防护栏的供货商
更新时间: 2024-11-15 17:22:16 浏览次数:7
产品报价: 20/件
| 产品参数 |
|---|
| 产品价格 | 20/件 |
|---|
| 发货期限 | 1-7 |
|---|
| 供货总量 | 50986 |
|---|
| 运费说明 | 电联 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 山东 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 是否进口 | 否 |
|---|
导读 在安徽省采买生产乡村安保防护栏的供货商到广顺交通设施有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:黄春妙-17362282589,QQ:595580584,地址:《聊城工业园发货到安徽省 合肥市、马鞍山市、蚌埠市、黄山市、阜阳市、亳州市、六安市、巢湖市、铜陵市、淮北市、淮南市、芜湖市、安庆市、滁州市、宿州市、宣城市、池州市》。 安徽省 安徽省,简称“皖”,是中华人民共和国省级行政区,省会合肥市,位于中国华东长江三角洲地区,地跨东经114°54′—119°37′,北纬29°41′—34°38′,东连江苏省,西接河南省、湖北省,东南接浙江省,南邻江西省,北靠山东省;地势由平原、丘陵、山地构成,处暖温带与亚热带过渡地区;截至2020年7月,安徽省下辖16个地级市,总面积14.01万平方千米;截至2022年底,全省常住人口6127万人。

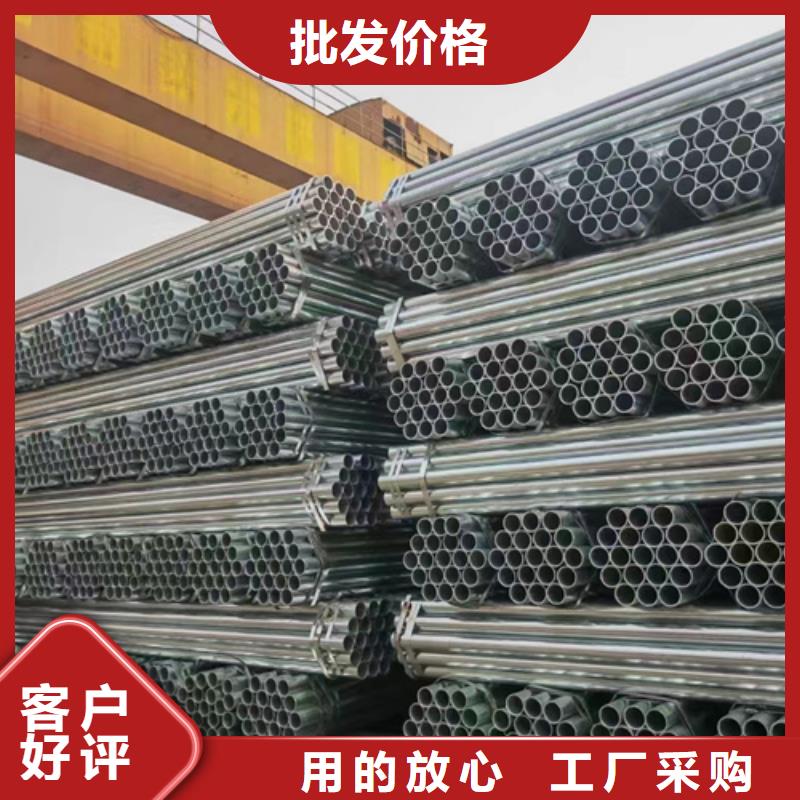
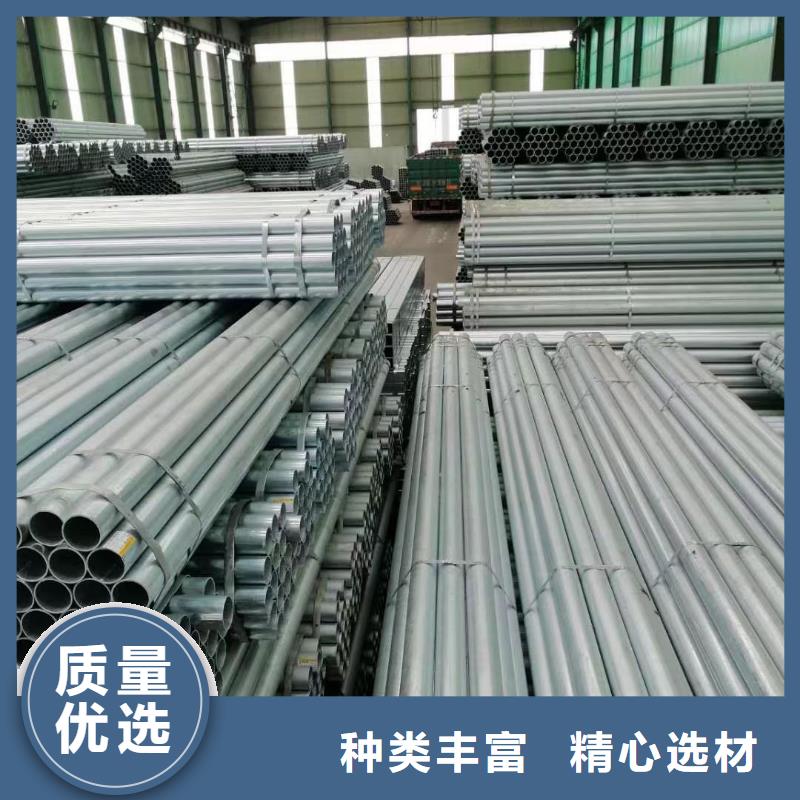
<安徽>广顺交通设施有限公司拥有成熟可靠的技术,依托雄厚的技术力量和先进的加工设备,公司已在安徽波形护栏板,标志牌,乡村安保工程,生命安防工程等领域建立起优势。公司明确以省内为基础、逐步向安徽周边地区辐射,实现安徽波形护栏板,标志牌,乡村安保工程,生命安防工程销往全国市场的发展战略。

焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。


总结 今年在安徽省购买生产乡村安保防护栏的供货商有了新选择,广顺交通设施有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的生产乡村安保防护栏的供货商产品。如需购买或咨询,请随时联系我们,联系人:黄春妙-17362282589,QQ:595580584,地址:工业园。