



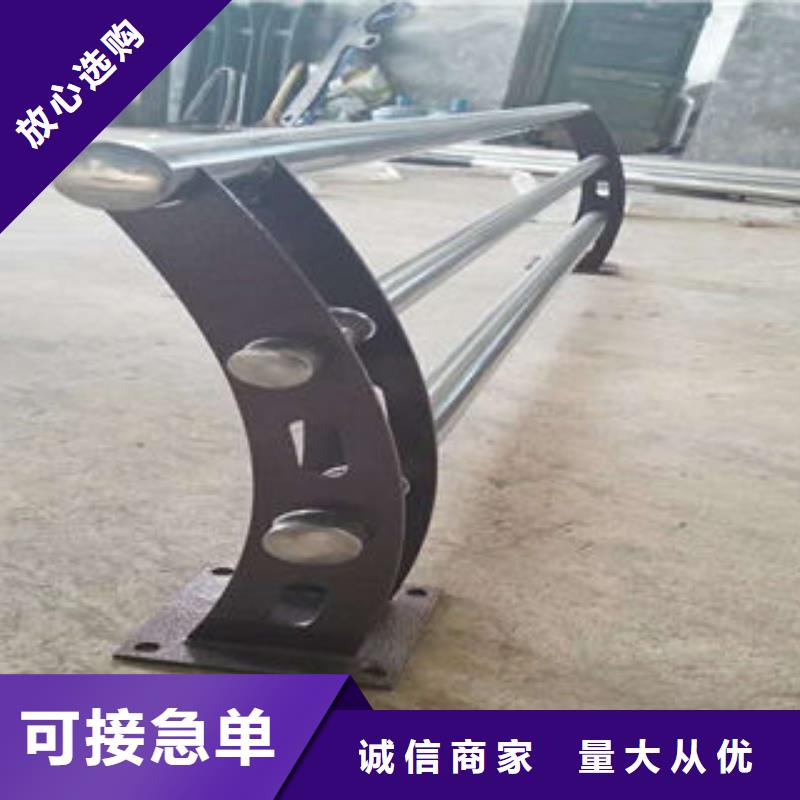



将不锈钢管和碳素结构钢两种金属材料,采用高科技无胶压力同步复合,是复合新材料领域的一次重大创新!无胶压力不锈钢复合管,兼具不锈钢良好的抗腐性和卓越美观的华丽外表,以及碳素钢良好的抗冲击性能,使装饰和负荷完美结合,节能和廉价有机统一,复合大力发展复合新材料产业政策,因而受到各级政府的重视和支持。
由于采用高科技无胶压力复合,作为节能和绿色环保新材料,不锈钢复合管于2002年被列入中国社会调查研究所特别产品,2003年出,不锈钢复合管标准GB/T18704-2002正式颁布,从此,不锈钢复合管从材料选择、工艺方法、质量检验、市场应用等各个方面,都有一套严格的管理规范。复合管护栏和复合管栏杆区别在哪里?业生产不锈钢复合管,不锈钢复合管护栏,外复不锈钢复合管,不锈钢复合方管,内复/内衬不锈钢复合管,大口径/小口径不锈钢复合管,不锈钢/碳素钢复合管,不锈钢碳钢复合管,晾衣架用不锈钢复合管,灯杆用不锈钢复合管,栏杆用不锈钢复合管,流体用不锈钢复合管等,各种不锈钢复合管。怎样确定不锈钢桥梁立柱之间的距离?
随着交通的不断发达,公路护栏网的使用也日趋广泛,在购买公路护栏网之后,其安装就又成为了一个令人头疼的问题,关于公路护栏网的立柱的安装技巧。 公路护栏网安装立柱重要的是要确定立柱之间的距离,这个距离必须正好是网片的宽度,先安装好一个立柱,然后在立柱的位置标记一个记号,然后根据网片的宽度使用测量仪测量出下一根立柱的位置,



鑫海达不锈钢复合管生产制造厂家有限公司自创建以来,秉承“人以诚为本、利以信为先 ”的核心理念和“薄利多销、互利共赢”的经营理念。为客户提供优质、的 四川阿坝304不锈钢复合管采购解决方案。在激烈的市场竞争中,树立了良好的公平、公正的企业形象,把握市场机遇,将公司做大做强。也得到了厂商、同行业及广大客户的一致好评和认可。 公司通过十余载的不懈努力,与多家大型 四川阿坝304不锈钢复合管厂建立了良好的合作伙伴关系,公司坚持以诚信广交朋友,以服务增进感情,真诚为广大客户创造价值,为广大客户提供优质可靠的 四川阿坝304不锈钢复合管产品和全心全意的服务。


打磨平整光洁,不允许有焊渣、崩浅、毛刺或未打磨等情况;栏杆接缝应严密,不得有裂缝、翘曲、锻痕。焊接完成后,应将焊渣敲净。漆面平整均匀,不允许有色差、漏漆现象。表面平滑、均匀,不允许有、鼓泡、气孔、流挂、裂纹、夹杂物、发粘、划痕等缺陷。栏杆高度、问距、安装位置应符合设计要求。栏杆之问竖向问距不大于110mm ,允许偏差不大于3㎜ 。栏杆竖向平面乖直度不大于3 ㎜,横向平面直线度不大于4 ㎜。栏杆高度允许偏差不大于3 ㎜。
应注意的质量问题:尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和焊接程序,避免用大电流,不要突然熄火,焊缝接头应搭接10-15mm ,焊接中不允许搬动、敲击焊件;表面气孔:焊接部位必须清洗干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气泡逸出。
铁艺栏杆安装:工艺流程 后加理件法:安装预理件一放线一安装立柱一扶手与认柱连接(针对木扶手工程);安装预埋件后加埋件做法是:采用膨胀螺栓与钢板来制作后置连接件,先在土建基层上放线,确定众柱固定点的位置,然后在安装基层上用冲击钻钻孔(对于安装基层有面砖和理石面层的,在使用专用理石钻头或水钻现在面层上开孔后,用冲击钻钻孔),再安装膨胀螺栓,螺栓保持足够的长度,在螺栓定位以后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述方法。
由于上述后加埋件施工,有可能产生误差,因此,在立柱安装之前,应甫新放线,以确定埋板位置与焊接众杆的准确性,如有偏差,及时修正二应保证立柱全部座落在钢板上,并且四周能够焊接。焊接立柱时,需双人配合,一个扶住栏杆使其保持乖直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。木扶手安装(针对木扶手工程)找位与划线: 安装扶手的固定件:位置、标高、坡度找位校正后,出扶手纵向中心线。按设计扶手构造,根据折弯位置、角度,划出折弯或割角线。



双金属复合管制备方法的研究概况热成型法.目前双金属复合管的生产方法主要包括冷成型法、热成型法、离心铸造法、离心铝热剂法、爆炸焊成型法、电磁成型法等等。冷成型法,冷成型制造工艺的基本特征是将预加工好的薄壁不锈钢管套入碳钢管中,然后通过机械方法使不锈钢管紧紧贴合在碳钢管内壁上。
薄壁不锈钢管有两种获得途径:一种是通过选择合适规格的无缝不锈钢管,通过旋压的方法使之变薄,达到要求的外径和厚度;另一种是用薄的不锈钢板或钢带在专用的制管机上用tig焊接成直缝或螺旋缝不锈钢管。采用拉拔、胀接、旋压和滚压等方法使不锈钢管紧紧贴合在碳钢管内壁上,其中拉拔和胀接为常用。
拉拔是取两根分别制成的无缝钢管,将一根套在另一根外面,然后将两管通过一模具同时进行拉拔,从而实现紧密配合的机械结合。这种管的优点是生产工艺比较简单,价格较便宜。缺点是界面非扩散结合,只是依靠对外层进行的冷加工来获得紧密配合,因此冷加工复合管如果遭遇高温就有分层倾向,复合管会因应力释放而失效。这就限制了冷加工管的使用环境和应用领域。胀接分机械胀接和液压胀接两种。
机械胀接是目前生产不锈钢复合管的一种主要方法,它是利用滚胀芯轴回转挤压使复合管内管发生塑性变形,外管发生弹性变形,从而使复合管的外管对内管产生接触压力,以达到复合管内外壁的紧密贴合。液压胀接原理与机械胀接相同,只是用管内高压水施压代替滚胀芯轴回转挤压。机械胀接时胀接力大小难以确定,易发生欠胀或过胀,且多次滚胀易造成衬里开裂。液压胀接时胀接力均匀且大小可进行计算,因此更具优越性。两种胀接法的共同缺点是内外层只是机械结合,和拉拔成型一样,在高温环境下会因应力松弛而分层失效。
目前金属复合无缝管冷成型法大致有以下两种:内扩涨型和外减径型。内扩涨型,即:采用两种材质的无缝管相互穿套(如外管采用一般普碳钢无缝钢管,内穿一薄壁不锈钢管作为内层金属管),在内管中施以高压,使内层无缝管发生塑性变形外层无缝管仅产生弹性变形,从而使内管与外管紧密结合,形成双金属复合无缝管。
外减径型,即:仍采用两种材质的无缝管相互穿套,对外层管进行减径拉拔或轧制,使内管与外管紧密结合,形成双金属复合无缝管。以上两种工艺生产的金属复合无缝管的不足之处在于:生产成本高昂,内外管均必须采用现成的热轧或冷拔无缝管,加上其后的内涨或减径工序使其制造成本大幅度上升;以上两种类型的无缝管并非完全意义上的金属复合,两层金属相互间并无冶金熔合,在受轴向力的情况下内外两层金属难以传递和均衡外力,在需要热传递的应用领域,由于内外两层金属间存在间隙,热阻必将大幅度增加。



