

联系我们

当前位置:
聊城 润星电力管材有限公司 >
来宾当地今日推荐News
PE钢带增强螺旋波纹管高压电力管枕厂家技术完善
更新时间:2024-12-28 21:22:14 浏览次数:3 公司名称:聊城 润星电力管材有限公司
以下是:PE钢带增强螺旋波纹管高压电力管枕厂家技术完善的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 185 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 颜色 | 黑色 |
| 外观 | 波纹管 |
| 材料 | 高密度聚乙烯 |
| 定长 | 6米/支 |
| 规格 | 200-1200 |
| 环刚度 | 12.5KN |
| 连接方式 | 热收缩套 |
| 敷设方法 | 地埋 |
| 应用领域 | 市政排水 |
| 厂家 | 山东阳谷 |
| 价格 | 25.8 |
以下是:PE钢带增强螺旋波纹管高压电力管枕厂家技术完善的图文视频



PE钢带增强螺旋波纹管高压电力管枕厂家技术完善_润星电力管材有限公司,固定电话:15006359263,移动电话:15006359263,联系人:王经理,QQ:292543758,聊城塑料管材产业园发货到广西省 来宾市 兴宾区、忻城县、象州县、武宣县、合山市 发货到 广西省来宾市。 广西壮族自治区,来宾市 来宾市(壮文:Laizbinh),别称世界瑶都,广西壮族自治区辖地级市,位于北纬23°16′10′′~24°28′14′′,东经108°24′39′′~110°27′18′′。居广西壮族自治区中部偏东北,故有“桂中”之称。行政区域总面积1.34万平方千米。来宾市地处亚热带,受季风环流影响,夏季盛行温暖湿润的海洋气团,冬季多寒冷干燥的大陆气团,故夏长冬短,雨热同季。截至2022年末,来宾市常住人口为207.78万人。截至2022年,来宾市辖1个市辖区、4个县,代管1个县级市,市政府驻兴宾区城北街道人民路1号。
以下是PE钢带增强螺旋波纹管高压电力管枕厂家技术完善的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:PE钢带增强螺旋波纹管高压电力管枕厂家技术完善的图文介绍

润星电力管材有限公司主要经营: 广西来宾高压电力管枕。为使产品更加符合客户需求,公司实行一套完整标准的售前,售中,售后服务。我们公司始终遵循“质量为主,客户至上,诚信为本”的经营理念。致力于提供高品质的产品,完善的售后服务,快捷的供货。无论您身处何方,都能感受到我们工作人员迅捷优良的服务。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电咨询。


PE钢带增强螺旋波纹管大家都不陌生,在生活、工作中都能用到,但是知道PE钢带增强螺旋波纹管制作过程的却是。小小的PE钢带增强螺旋波纹管必须经过复杂的工艺才能成为合格的产品,由于PE钢带增强螺旋波纹管多是大口径型规格,挤出成型用原料较多,所以一般厂家都采用双螺杆挤出机(平行或锥形双螺杆挤出机均可应用),PE钢带增强螺旋波纹管成型过程主要经过管材成型,管材切断和扩口等三个工艺流程,混合筛后粉料-向挤出机上料-挤出机加热塑化-挤出机头分流-压缩成双层薄壁管状-在模块与定径套间由压缩空气吹涨-内外壁成型-冷却水次序却定型-连续牵引管材脱模。成型机匀速出管-切割机夹具卡紧并同行-切割刀盘旋转并进刀-切割管材-刀盘复位-夹具松开复位-小车回位等待下一指令。综合上述,不难看出PE钢带增强螺旋波纹管的生产工艺非常复杂,经过完善的生产工艺才能生产出高质量PE钢带增强螺旋波纹管,满足日常生活的需要。
PE钢带增强螺旋波纹管的使用规模越来越广,施工需求量增大,市场上许多质量低质的PE钢带增强螺旋波纹管也混入其间,牟取暴利,不会专业人员底子无法分辩,对客户形成很大的丢失。为使客户选购时不被遮盖,以下小编为我们具体介绍PE钢带增强螺旋波纹管常见缺点的缘由剖析:内壁不平坦PE钢带增强螺旋波纹管内壁不平坦通常由真空度偏小、水套温度过高、内层过薄等导致。真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的调整来处理。扩口不良。扩口不良可分为以下几种状况:a、内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;
原材料内有杂质;物料塑化不良等。b、扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好,则有可能是原材料的功用或温度的缘由。c、扩口不完整扩口的结尾不管怎样调整都无法贴上,缘由通常是内层冲气提前结束了,扩口放气提前结束了d、扩口前端的内层有凹限引起这种现象的原因一般是内层冲气过早启动;水套与在型模块的中线偏离(成型机与水套不对中);内层壁厚偏薄;内层真空过早停止。e、扩口末端内层堆料,这种现象往往会导致扩口往里面凹。其原因是扩口末端内层料过厚;成型机在此段的降速的量过大;
之前几段的内层冲气过大;内层的料温过高致料坯过软;外层的料坯在此段过厚。f、扩口末端的内层有凹限其原因一般是扩口后的 个波和第二个波内的气压过小;扩口后的 个波和第二个波所对应的内层壁厚过厚;内层真空度较小或内层真空启动过晚;原材料的韧性差等。内层有划痕通常由于料温过高致使内层口模上粘有糊料;料内有杂质;水套上有划伤;内层口模有划伤等。外壁有小孔其缘由是物料内有杂质;某区段温度失控致物料烧糊,糊料时而被带出;为了进步管材功用而参加的有些如功用母料、消泡剂等的分散性欠好,或许说与根底树脂的相容性欠好。管材的波峰歪斜由成型机速度过快冷却欠好、正常冲气气压过小导致。管材的重量不稳定一般是因为原材料的性能不稳定或下料段的温度波动过大。
PE钢带增强螺旋波纹管的使用规模越来越广,施工需求量增大,市场上许多质量低质的PE钢带增强螺旋波纹管也混入其间,牟取暴利,不会专业人员底子无法分辩,对客户形成很大的丢失。为使客户选购时不被遮盖,以下小编为我们具体介绍PE钢带增强螺旋波纹管常见缺点的缘由剖析:内壁不平坦PE钢带增强螺旋波纹管内壁不平坦通常由真空度偏小、水套温度过高、内层过薄等导致。真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的调整来处理。扩口不良。扩口不良可分为以下几种状况:a、内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;
原材料内有杂质;物料塑化不良等。b、扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好,则有可能是原材料的功用或温度的缘由。c、扩口不完整扩口的结尾不管怎样调整都无法贴上,缘由通常是内层冲气提前结束了,扩口放气提前结束了d、扩口前端的内层有凹限引起这种现象的原因一般是内层冲气过早启动;水套与在型模块的中线偏离(成型机与水套不对中);内层壁厚偏薄;内层真空过早停止。e、扩口末端内层堆料,这种现象往往会导致扩口往里面凹。其原因是扩口末端内层料过厚;成型机在此段的降速的量过大;
之前几段的内层冲气过大;内层的料温过高致料坯过软;外层的料坯在此段过厚。f、扩口末端的内层有凹限其原因一般是扩口后的 个波和第二个波内的气压过小;扩口后的 个波和第二个波所对应的内层壁厚过厚;内层真空度较小或内层真空启动过晚;原材料的韧性差等。内层有划痕通常由于料温过高致使内层口模上粘有糊料;料内有杂质;水套上有划伤;内层口模有划伤等。外壁有小孔其缘由是物料内有杂质;某区段温度失控致物料烧糊,糊料时而被带出;为了进步管材功用而参加的有些如功用母料、消泡剂等的分散性欠好,或许说与根底树脂的相容性欠好。管材的波峰歪斜由成型机速度过快冷却欠好、正常冲气气压过小导致。管材的重量不稳定一般是因为原材料的性能不稳定或下料段的温度波动过大。



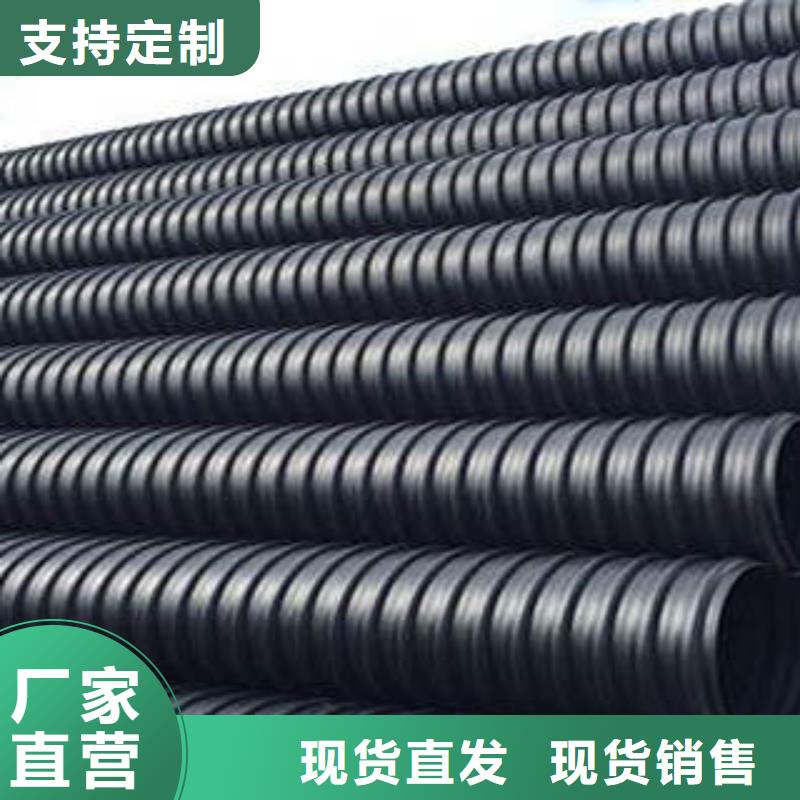
这种管道内壁平滑,摩擦系数很低,相同口径能通过更大的污水。外壁波纹状的结构能使得管道换刚度达到sn8,就是每平方米受力可达到8千牛。山东润星科技有限公司作为通过 质量体系认证的本市 家钢带增强螺旋波纹管生产企业,多年的发展使得生产流程和管理水平都得到了大大的提高,成本控制严格,价格相比传统企业更加优惠,润星管业将是你的放心之选。改革开放以来我国塑料管业飞速扩张,年产量已经跃至世界 位。近来,随着国内外经济大形势的变化,总量的增长率明显下降,不少竞争力弱的企业陷入困境,我国塑料管业进入新历史期已经成为共识。我国塑料管业必须改变发展模式,转向依靠技术创新开拓新的市场,迈上新的台阶。编印本资料集是希望推动我国塑料管业抓住面临的一个重要机遇:发展油气产业用塑料管。
所以说HDPE双平壁钢塑复合缠绕结构壁管肯定是有 标准的。这种管道环刚度高,经过实验测试,和工程使用的情况得出的结论,它的环刚度可以达到 sn16,是普通的塑料管道完全没有办法比拟的。而且的它的化学性质也很好,因为是聚乙烯树脂的,可以抵抗多种化学介质的侵蚀,一般的酸碱盐均不会发生反应。HDPE双平壁钢塑复合缠绕A型结构壁管与其它几种市政工程常用钢塑排水管的性价比分析就是这样了。PP钢带增强螺旋波纹管是一种聚丙烯材质的管道,无压埋地排水、排污用结构壁管系统,即有平滑内表面和异型外表面的管材、管件。该类管系统是以高强度改性PP-HM树脂作为基础原料,加入特殊改性功能母料,在保证产品质量稳定的前提下,综合提高产品的冲击性、刚性、耐候性,使该管系统综合性能大大提高。
从材质上说,PP钢带增强螺旋波纹管主要材料是聚丙烯(PPB或者PPC),PE钢带增强螺旋波纹管的主要材料是HDPE。外形一样,但是米重、环刚度、价格等具有比较大的偏差。PE钢带增强螺旋波纹管是采用聚乙烯为原材料挤压制造一次成型的管道,换刚度能达到sn8级别,相比pp材质的而言,在市场水上更为成熟,竞争也相对更为恶劣。但是在检测标准而言,两种管道采用的都是波纹管国标JG225-2007。
先来说说双平壁钢塑复合缠绕排水管的材料它是以pe为主要原材料预制成的型的板带,然后板带在管道成型机上缠绕并且熔接成的管道,他同时是将镀锌钢带扎成的w型钢带嵌入的两个板带之间的槽中,同时然后在钢带上包裹pe成为管道的外壁的第三代新型钢塑排水管。双平壁钢塑复合缠绕排水管是以聚乙烯(PE)和镀锌钢带为原料,其PE材料成型为两个T型板带,镀锌材料为W型并嵌入到两PE板带之间的槽中,再在外围包覆上PE材料而形成的钢塑复合管道。
所以说HDPE双平壁钢塑复合缠绕结构壁管肯定是有 标准的。这种管道环刚度高,经过实验测试,和工程使用的情况得出的结论,它的环刚度可以达到 sn16,是普通的塑料管道完全没有办法比拟的。而且的它的化学性质也很好,因为是聚乙烯树脂的,可以抵抗多种化学介质的侵蚀,一般的酸碱盐均不会发生反应。HDPE双平壁钢塑复合缠绕A型结构壁管与其它几种市政工程常用钢塑排水管的性价比分析就是这样了。PP钢带增强螺旋波纹管是一种聚丙烯材质的管道,无压埋地排水、排污用结构壁管系统,即有平滑内表面和异型外表面的管材、管件。该类管系统是以高强度改性PP-HM树脂作为基础原料,加入特殊改性功能母料,在保证产品质量稳定的前提下,综合提高产品的冲击性、刚性、耐候性,使该管系统综合性能大大提高。
从材质上说,PP钢带增强螺旋波纹管主要材料是聚丙烯(PPB或者PPC),PE钢带增强螺旋波纹管的主要材料是HDPE。外形一样,但是米重、环刚度、价格等具有比较大的偏差。PE钢带增强螺旋波纹管是采用聚乙烯为原材料挤压制造一次成型的管道,换刚度能达到sn8级别,相比pp材质的而言,在市场水上更为成熟,竞争也相对更为恶劣。但是在检测标准而言,两种管道采用的都是波纹管国标JG225-2007。
先来说说双平壁钢塑复合缠绕排水管的材料它是以pe为主要原材料预制成的型的板带,然后板带在管道成型机上缠绕并且熔接成的管道,他同时是将镀锌钢带扎成的w型钢带嵌入的两个板带之间的槽中,同时然后在钢带上包裹pe成为管道的外壁的第三代新型钢塑排水管。双平壁钢塑复合缠绕排水管是以聚乙烯(PE)和镀锌钢带为原料,其PE材料成型为两个T型板带,镀锌材料为W型并嵌入到两PE板带之间的槽中,再在外围包覆上PE材料而形成的钢塑复合管道。


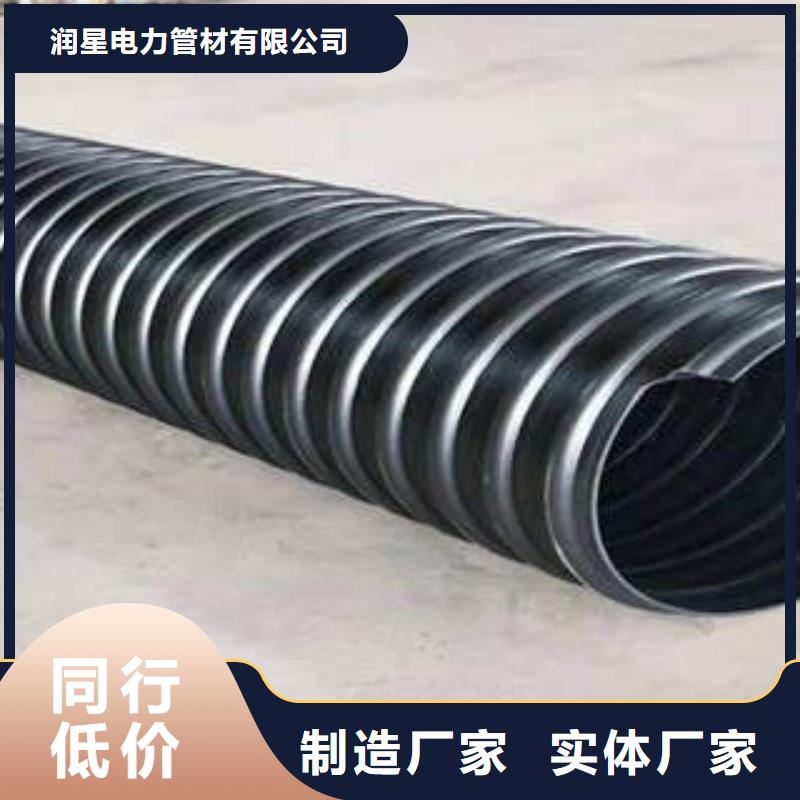
钢带增强螺旋波纹管材是以高密度聚乙烯为原料的一种新型轻质管材,具有重量轻、耐高压、韧性好、施工快、寿命长等特点,其优异的管壁结构设计,与其他结构的管壁相比,成本大大降低,并且由于连接方便,可靠,在国内外得到广泛应用,大量替代混凝土管和铸铁管。下面,就来给大家谈谈HDPE钢带增强螺旋波纹管施工与检查井连接的具体方法。应仔细检查在装卸运输堆放过程中有无损伤,如发现破损裂口、变形等缺陷管材,应及时剔除。宜采用柔性填料密封的柔性接头,具体构造按设计要求进行。沟槽槽底净宽宜按HDPE钢带增强螺旋波纹管外径加0.6m采用;沟槽开挖时应做好排水措施,防止槽底受水浸泡;钢带增强螺旋波纹管基础必须采用砂砾垫层,对一般土质地基,厚度为0.1m;对软土地基。
厚度不小于0.2m,具体做法按设计要求;基础应夯实,表面要平整。HDPE波纹管基础的接口部位应预留凹槽以便接口操作。凹槽长度宜为0.4m-0.6m,深度宜为0.05m-0.1m,宽度宜为管材外径的1.1倍。槽深不大时,可由人工抬管入槽,槽深大于3m时,可用非金属绳溜管入槽。严禁用金属绳索勾住HDPE钢带增强螺旋波纹管两端管口或将钢带增强螺旋波纹管管材自槽边翻滚入槽内。橡胶圈安装位置应在插口第二与第三波纹之间槽内,安装密封圈的数量视设计要求而定,当采用两只密封圈时建议两密封圈之间隔一个波纹;接口前应先将钢带增强螺旋波纹管承口插口内外表面清理干净,在插口套入密封圈,并在承口内工作面和橡胶圈表面涂上润滑剂(一般用肥皂水即可)。
插入方向为水流方向,接口完成后,随即用相同土质把预留凹槽处填筑密实;承插口管安装应将插口顺水流方向,承口逆水流方向,HDPE钢带增强螺旋波纹管管道应直线敷设,相邻两节管道轴线的允许转角一般不得大于2度。为防止接口合拢时已排设的钢带增强螺旋波纹管管道轴线位置移动,须采用稳管措施。可采用编织袋内灌满砂,封口后压在已排设钢带增强螺旋波纹管管道的顶部,其数量视管径大小而异。管道接口后,应复核管底深度和轴线,使其符合要求,如出现位移、悬浮、拔口现象,应返工处理。腋角部位(2d角范围内)先应用中砂、粗砂填实;基础部位开始到HDPE钢带增强螺旋波纹管管顶槽以上0.7m范围内,必须采用人工回填;钢带增强螺旋波纹管顶0.7m以上可采用机械从管道轴线两侧。同时回填;槽边各部位所用回填土质, 压实度(%)应按设计要求或按CECS2001技术规程要求。
出机是在螺杆作用下将熔融塑料通过固定形状的挤出口挤出,在牵引机作用下经水冷定型后切割.主要用于各种相同截面产品的大量持续生产,如管﹨棒﹨异型材等,钢带增强螺旋波纹管生产线,也可用于塑料改性造粒.挤出的基本机理很简单——一个螺杆在筒体中转动并把塑料向前推动。螺杆实际上是一个斜面或者斜坡,缠绕在中心层上。其目的是增加压力以便克服较大的阻力。就一台挤出机而言,有3种阻力需要克服:固体颗粒(进料)对筒壁的摩擦力和螺杆转动前几圈时(进料区)它们之间的相互摩擦力;熔体在筒壁上的附着力;熔体被向前推动时其内部的物流阻力。挤压系统挤压系统包括螺杆、机筒、料斗、机头、和模具,塑料通过挤压系统而塑化成均匀的熔体,钢带增强螺旋波纹管生产线报价。
厚度不小于0.2m,具体做法按设计要求;基础应夯实,表面要平整。HDPE波纹管基础的接口部位应预留凹槽以便接口操作。凹槽长度宜为0.4m-0.6m,深度宜为0.05m-0.1m,宽度宜为管材外径的1.1倍。槽深不大时,可由人工抬管入槽,槽深大于3m时,可用非金属绳溜管入槽。严禁用金属绳索勾住HDPE钢带增强螺旋波纹管两端管口或将钢带增强螺旋波纹管管材自槽边翻滚入槽内。橡胶圈安装位置应在插口第二与第三波纹之间槽内,安装密封圈的数量视设计要求而定,当采用两只密封圈时建议两密封圈之间隔一个波纹;接口前应先将钢带增强螺旋波纹管承口插口内外表面清理干净,在插口套入密封圈,并在承口内工作面和橡胶圈表面涂上润滑剂(一般用肥皂水即可)。
插入方向为水流方向,接口完成后,随即用相同土质把预留凹槽处填筑密实;承插口管安装应将插口顺水流方向,承口逆水流方向,HDPE钢带增强螺旋波纹管管道应直线敷设,相邻两节管道轴线的允许转角一般不得大于2度。为防止接口合拢时已排设的钢带增强螺旋波纹管管道轴线位置移动,须采用稳管措施。可采用编织袋内灌满砂,封口后压在已排设钢带增强螺旋波纹管管道的顶部,其数量视管径大小而异。管道接口后,应复核管底深度和轴线,使其符合要求,如出现位移、悬浮、拔口现象,应返工处理。腋角部位(2d角范围内)先应用中砂、粗砂填实;基础部位开始到HDPE钢带增强螺旋波纹管管顶槽以上0.7m范围内,必须采用人工回填;钢带增强螺旋波纹管顶0.7m以上可采用机械从管道轴线两侧。同时回填;槽边各部位所用回填土质, 压实度(%)应按设计要求或按CECS2001技术规程要求。
出机是在螺杆作用下将熔融塑料通过固定形状的挤出口挤出,在牵引机作用下经水冷定型后切割.主要用于各种相同截面产品的大量持续生产,如管﹨棒﹨异型材等,钢带增强螺旋波纹管生产线,也可用于塑料改性造粒.挤出的基本机理很简单——一个螺杆在筒体中转动并把塑料向前推动。螺杆实际上是一个斜面或者斜坡,缠绕在中心层上。其目的是增加压力以便克服较大的阻力。就一台挤出机而言,有3种阻力需要克服:固体颗粒(进料)对筒壁的摩擦力和螺杆转动前几圈时(进料区)它们之间的相互摩擦力;熔体在筒壁上的附着力;熔体被向前推动时其内部的物流阻力。挤压系统挤压系统包括螺杆、机筒、料斗、机头、和模具,塑料通过挤压系统而塑化成均匀的熔体,钢带增强螺旋波纹管生产线报价。

选购PE钢带增强螺旋波纹管高压电力管枕厂家技术完善来广西省来宾市找润星电力管材有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王经理-15006359263,{QQ:292543758},地址:[塑料管材产业园]。