



冷弯型钢是众多钢材品种中的一种,一定宽度的带钢,在常温条件下经过一组纵向排列的轧辊,逐步变形,达到符合使用要求的形状尺寸,再经确定尺寸剪切成相应的长度。这种产品就是冷弯型钢。当然,还可以来用冲压,折弯或拉拔等变形方法得到冷弯型钢。但是辊弯成型方法适合于大批量的工业化生产,其产品质量,加工成本,生产效率是其它方法不可比拟的,是当前冷弯型钢的主要生产工艺。如果在机组中配有焊接设备(如高频焊,氩弧焊等)还可生产闭口断面的冷弯型钢。
冷弯型钢与焊接钢管的区别主要是:焊接钢管主要是用于输送流体,如煤气,自来水。石油,液化气,蒸汽等。要求钢管承受一定的压力,而冷弯型钢是用于制造结构,在承受外力下对型钢的截面,形状,尺寸和力学性能有一定的要求。



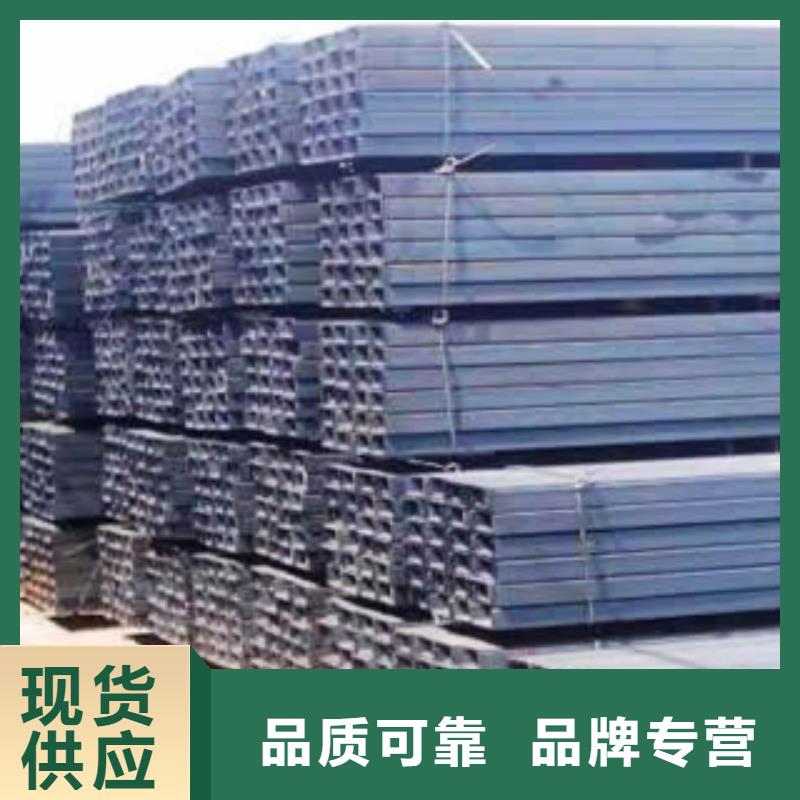
单支钢材
这种方法一般是采用热轧叠轧板作为原料,首先把经过退火的钢材送入酸洗车间,用硫酸或盐酸钢材表面的氧热镀锌法化铁皮。酸洗之后的钢材立即进入水箱中浸泡等待镀锌,这样可以防止钢材再氧化。后经过酸洗、水清洗、挤干、烘干、进入锌锅(温度一直保持在445-465℃)热镀锌,再进行涂油和铬化处理。这种方法生产的热镀锌板比湿法镀锌成品质量有显著提高,只对小规模生产有一定价值。
(3)惠林法热
该连续镀锌生产线包括碱液脱脂、盐酸酸洗、水冲洗、涂溶剂、烘干等一系列前处理工序,而且原板进入镀锌线镀锌前还需要进行罩式炉退火。这种方法生产工艺复杂,生产成本高,更为主要的是此方法生产的产品常常带有溶剂缺陷,影响镀层的耐蚀性。并且锌锅中的AL常常和钢材表面的溶剂发生作用生成三氯化铝而耗掉,镀层的粘附性变坏。因而此方法虽然已问世近三十年,但在世界热镀锌行业中并未得到发展。

均一性的试验法,一般都用硫酸铜试验,但此方法对于由锌层和合金层组成的镀锌层皮膜测试很有问题。此因锌层与合金层在硫酸铜试验液中的溶解速度不同,合金层中也因锌/铁的比率差异而不同。所以,以一定浸渍时间的反复次数来判定均匀性并不是很合理。
因此,近欧美规格及JIS中,均有废止此试验方法的倾向,以分布取代均一性,以目视或触感为主,必要时才用膜厚计检查分布状态。
又形状复杂的小构件因面积量测不易,不易求得平均膜厚,有时不得不用硫酸铜试验法来做参考,但绝不能以硫酸铜试验取代附着量测定的目的。


C型钢都是由C型钢成型机自动加工成型的。C型钢成型机根据给定的C型钢尺寸就可以自动完成C型钢的成型工艺。
品种名称:镀锌C型钢、热镀锌电缆桥架C型钢、 玻璃卡槽C型钢、玻璃幕墙C型钢、走线槽C型钢、 加筋C型钢、双抱C型钢、单边C型钢、 手动叉车C型钢、 不等边C型钢、直边C型钢、斜边C型钢、内卷边C型钢、内斜边C型钢、屋面(墙面)檩条C型钢、汽车型材C型钢、高速公路立柱C型钢、太阳能支架C型钢(21-80系列)、 模板支撑C型钢、设备用精密C型钢等等。
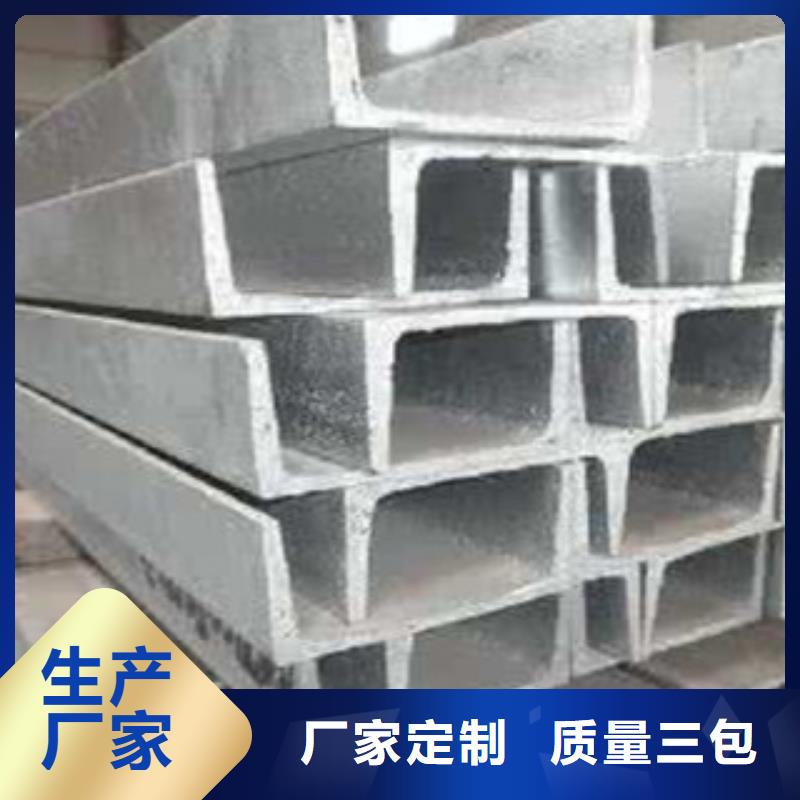
C型钢经热卷板冷弯加工而成,壁薄自重轻,截面性能优良,强度高,与传统槽钢相比,同等强度可节约材料30%。



经营理念:科学管理—— 广东韶关(热镀锌)合金H型钢质优价廉开拓市场
诚信务实——携手共赢创造 广东韶关(热镀锌)合金H型钢未来
只因有您的大力支持,永发钢铁贸易有限公司才有今天的蓬勃发展,我们期待于您合作,为您提供的服务,共创美好未来。


膜厚仪(镀层测厚仪)为一利用磁场感应来量测锌层厚度普遍省事的方法,其基本条件为钢铁表面必须平滑、完整,才可得较准确数字。故在钢材边角处或粗糙、有角度钢件或铸件等,均不太可能会一准确的数字。普通铁件用原铁材当归零基材,尚可得相当准确的数字,铸件不准确了。
现在槽钢的表面镀锌主要采用的方法是热镀锌。热镀锌是由较古老的热镀方法发展而来,自从1836年法国把热镀锌应用于工业以来,已经有170年的历史了。然而近30年来,伴随冷轧带钢的飞速发展,热镀锌工业得到了大规模发展。在各种保护钢基体的涂镀方法中,热浸锌是非常优良的一种。它是在锌呈液体的状态下,经过了相当复杂的物理、化学作用之后,在钢铁上不仅镀上较厚的纯锌层,而且还生成一种锌铁合金层。这种镀法,不仅具备了电镀锌的耐腐蚀特点,而且由于具有锌铁合金层。还具有电镀锌所无法相比拟的强耐蚀性。因此这种镀法特别适用于各种强酸、碱雾气等强腐蚀环境中


