


联系我们

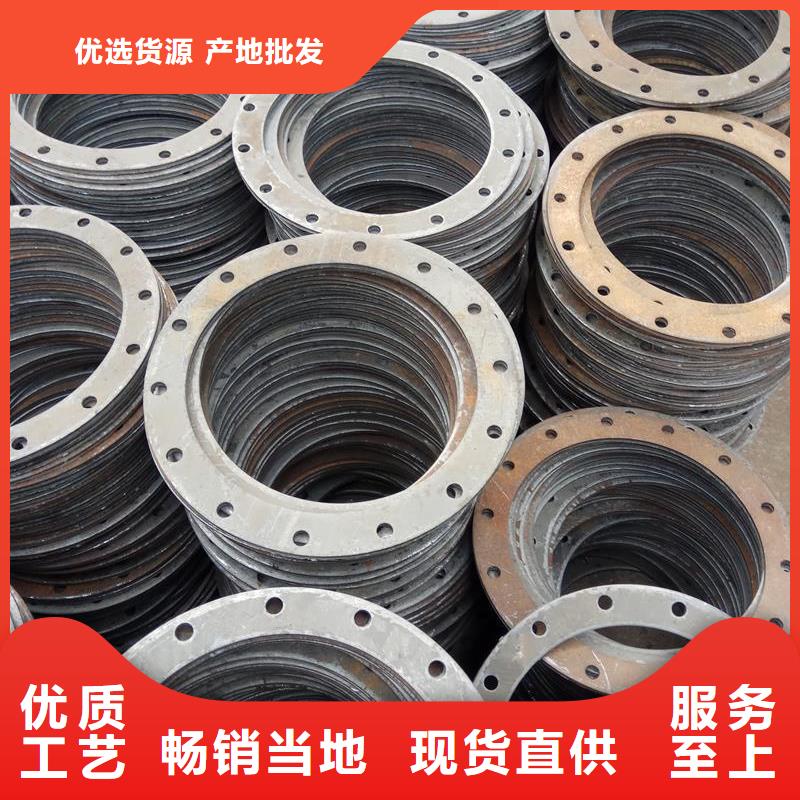
冲压件冷拔异型管现货充足量大优惠
更新时间:2024-11-04 06:40:22 浏览次数:6 公司名称:聊城 金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 山东 |
| 产地 | 聊城 |
| 用途 | 机械配件 |
| 产品特色 | 易加工,交货快,来图定做 |
| 可售卖地 | 全国 |




金海金属材料有限公司秉承“信誉至上,一丝不苟,精益求精”的经营理念,及时掌握用户的信息和要求,及时跟踪 江苏南京20G高压锅炉管产品使用情况,为用户提供真诚服务,把优良的 江苏南京20G高压锅炉管产品提供给广大客户。
金海金属材料有限公司遵循诚信经营,货真价实,服务的宗旨,赢得了用户,拓展了市场,建立了销售网络,以质量求信誉,以信誉求发展,以雄厚的实力、优良的 江苏南京20G高压锅炉管产品、优惠的价格深得新老用户的信赖;欢迎来电垂询或亲临指导。

冲压件
主要措施有:
1)在工件上设置加强筋。在折弯上按加强筋会使折弯零件的回弹变得更加困难,从而提高折弯零件的尺寸精度和折弯零件的刚度。
2)使用弹性系数大、屈服极限低、机械性能稳定的材料。
3)弯曲v形零件时使用校正(校正)折弯。
4)弯曲u形零件时,冲压模具使用较小的间隙。
5)坯料在烧制前先退火,增加可塑性。
6)使用小冲压圆角半径,以防止性能和工件破裂。
7)凸、模结构上的方法3360弯曲的U形英寸,冲压和上板使用半径约为20t的圆柱面,T是材料厚度),折弯后用下半部分抵消折弯的反弹。或者,使u形折弯的凸模为双向倾斜。折弯材料厚度大于0.8mm,塑性好的话,冲压成型可以做成下图所示的形状。
8)对于折弯半径较大的圆弧折弯,可以使用拉动过程。
9)使用比实际需要的折弯力大得多的力,在折弯过程中制作矫正性折弯。

冲压件
10. 短小工件时,要用专门工具,不得用手直接送料或取件。
11. 生产者站立要恰当,手和头部应与冲床保持一定的距离,并时刻注意冲床动作,严禁与他人闲谈。
12. 生产时操作员、修模员严禁把手伸入模具内作业。
13.作业员在安装吸风机时,严禁把手伸到电机上打扫废料 。
14. 上班时严禁穿拖鞋,以免车间模具、铁块等砸到脚。班长、钳工、修模员上班时必须穿劳保鞋;
15. 男作业员严禁留长发,女作业员长发要盘起来,以免长发卷入飞轮内。
16. 白电油、酒精、清洗剂等其它油类要注意防火。
17. 材料、废料和模具装箱时需带手套作业,以免划伤手。
18. 有油质时须及时清理,以免地滑摔交。
19. 钻铣床时严禁带手套;在使用磨床时要带口罩和眼睛防护罩,保护好自己。
20. 注意拖拉模具以防掉落地上(要把平板车放到 才能拉运模具)


⑵设计的冲压件必须有利于提高金属材料的利用率,减少材料的品种和规格,尽可能降低材料的消耗。在允许的情况下采用价格低廉的材料,尽可能使零件做到无废料及少废料冲裁。
⑶设计的冲压件必须形状简单,结构合理,以有利于简化模具结构、简化工序数量,即用少、简单的冲压工序完成整个零件的加工,减少再用其他方法加工,并有利于冲压操作,便于组织实现机械化与自动化生产,以提高劳动生产率。
⑷设计的冲压件,在保证能正常使用情况下,尽量使尺寸精度等级及表面粗糙度等级要求低一些,并有利于产品的互换,减少废品、保证产品质量稳定。
⑸设计的冲压件,应有利于尽可能使用现有设备、工艺装备以及工艺流程对其进行加工,并有利于冲模使用寿命的延长。


