





1 、操作前要穿紧身防护服,袖口扣紧,上衣下摆不能打开,严禁戴手套,不得在开动的机床旁穿、脱换衣服,或围布于身上,避免机器绞伤。有必要戴好帽,辫子应放入帽内,不得穿裙子、拖鞋。
2 、金属带锯床开动前做好全部准备作业,虎钳装置使锯料中心坐落料锯行程中心。质料在虎钳上放成水平,与锯条成直角;若要锯斜视点料,则先把虎钳调整成所需视点,锯料尺度不得大于该机床 锯料尺度。



“全心全意为客户服务”是建贸机械 有限公司一贯宗旨。建贸机械 有限公司全体员工将以优质先进的 福建漳州数控钢筋网排焊机厂家产品、优厚完善的服务,继续为广大新老客户服务,并为人们渴望生存环境的改善和对高品质生活的追求而尽心竭力!公司真诚与您携手合作,共创辉煌!


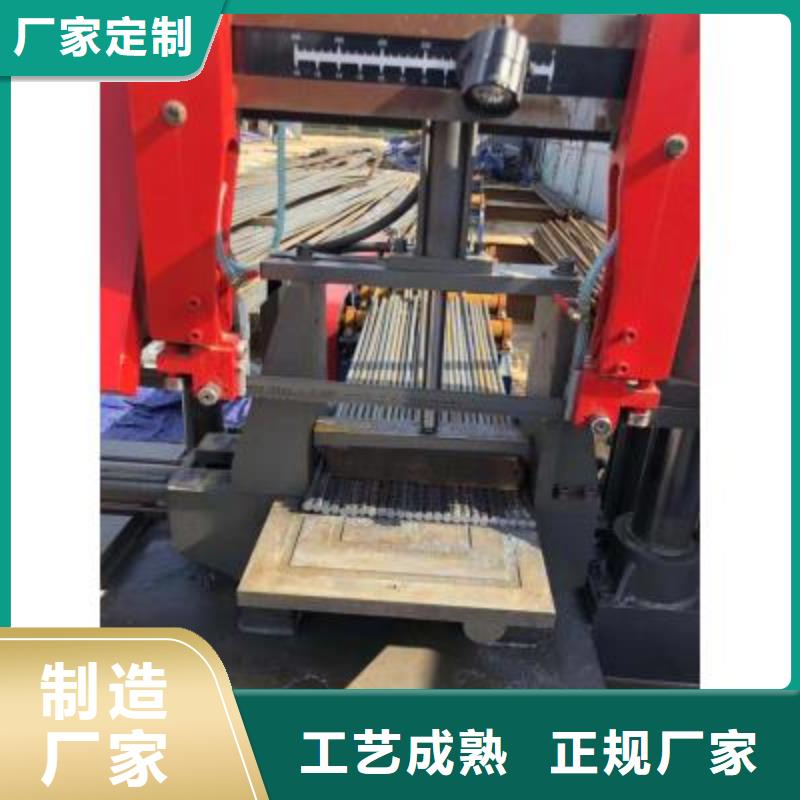
调换与滚丝轮螺距相适宜的垫圈,以保证螺距的正确性,螺距与垫圈厚度的关系见表二。滚丝轮及垫圈的安装:正丝安装方法——面向滚轧头前轴座,以任一根偏心轴为一轴,先按顺时针方向依次安装与滚丝轮相适应的垫圈:厚—中—薄,再分别安装滚丝轮(滚丝轮小面朝外), ,在滚丝轮外面按原顺序依次安装与滚丝轮相适应的垫圈:薄—中—厚。反丝安装方法——调换每个滚丝轮的内外垫圈即可。对刀:先松开滚轧机头后面的3条紧定螺钉,再松开6条定位螺栓,然后将与所要加工的钢筋型号相适应的对刀棒细端插入滚轧头中心,转动偏心调节齿轮,使滚丝轮与对刀棒相接触,抽出对刀棒,拧紧6条定位螺栓,再拧紧3条紧定螺钉,压紧齿圈,使之不得移动。设备特性:1、钢筋端面铣平机切割处理保证一致,接头无缝隙。端面加工每次4根同时进行,速度较人工打磨时间短,大大节约了成本,且打磨质量得到了有效控制。度高、人工劳动强度低、整体效率高。



金属带锯床的操作:
1.打开控制柜一侧的电源总开关,打到“ON”位置。
2.打开总停开关,按动锯切按钮,查看锯床是否正常运转。
3.启动面板的上升按钮,使锯框升起。
4.装入锯条并涨紧锯条。
5.放置材料,调整好材料位置。
6.点按操作面板上的夹紧按钮开关,夹紧工件。
更换锯条:
1.升起锯床。
2.松开导臂下的夹紧锯条的螺栓。
3.在锯框左侧转动旋转把手,放松锯条。
4.取下锯带。
5.将新锯带套上锯轮(注意锯齿方向应该向右),立式金属带锯床厂家,并将锯带装入导轮和夹持片之间,旋转夹紧螺栓。
6.转动锯框左侧的旋转把手,使锯带涨紧并盖上护罩。

