
想要更直观地了解PE给水管HDPE克拉管精工制作产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:PE给水管HDPE克拉管精工制作的图文介绍
日基科技发展有限公司是专业经营 江苏盐城HDPE钢带管产品的销售,服务支持为一体的公司,我们和国际国内众多生产厂家建立良好的合作关系,负责在中国市场的 江苏盐城HDPE钢带管销售和推广,为客户提供完整的工艺解决方案。我们为厂家及经销伙伴在缩短供应链,降低成本,提高产品品质,服务方面一共保障。


6、技术要求
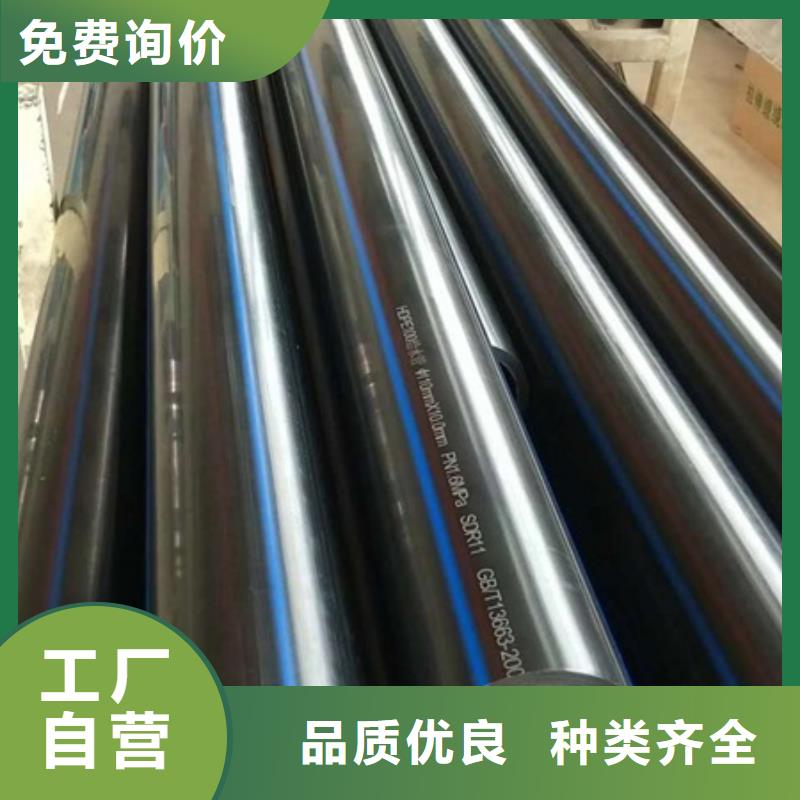
6.1 颜色市政饮用水管材的颜色为蓝色或黑色,黑色管上应有共挤出蓝色色条。色条沿管材纵向至少有三条。其他用途水管可以为蓝色和黑色。暴露在阳光下的敷设管道(如地上管道)必须是黑色。6.2外观管材的内外表面应清洁、光滑,不允许有气泡、明显的划伤、凹陷、杂质、颜色不均等缺陷。管端头应切割平整,并与管轴线垂直。6.3管材尺寸6.3.1管材长度6.3.1.1直管长度一般为6m、9m、12m,也可由供需双方商定。长度的极限偏差为长度的+0.4%,-0.2%。6.3.1.2盘管盘架直径应不小于管材外径的18倍。盘管展开长度由供需双方商定。6.3.2平均外径管材的平均外径,应符合表8规定。对于精公差的管材采用等级B,标准公差管材采用等级A。采用等级B或等级A由供需双方商定。无明确要求时,应视为采用等级A。



施工步骤
材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。

适用范围
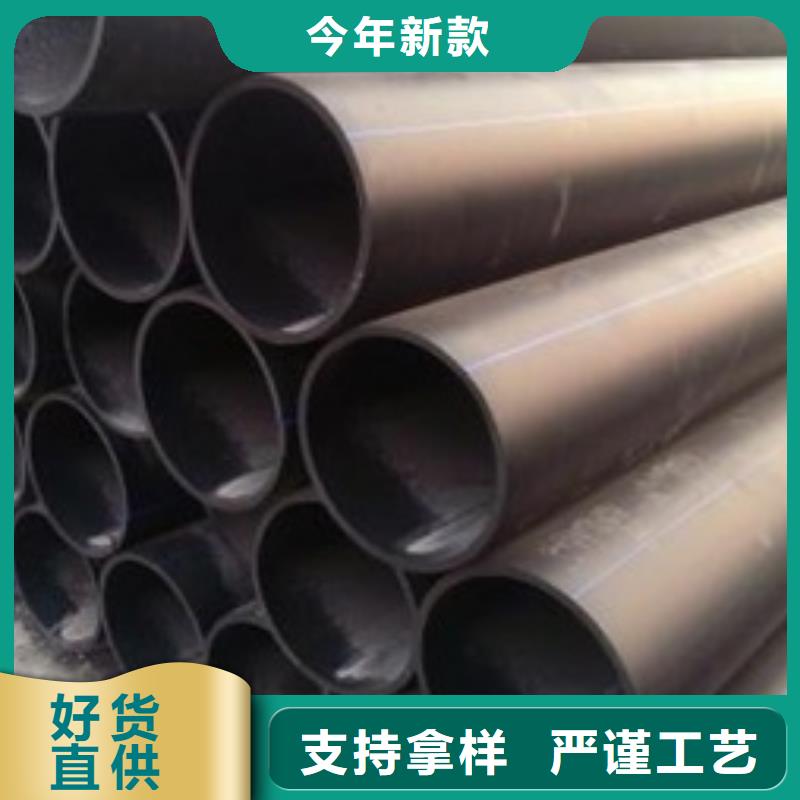
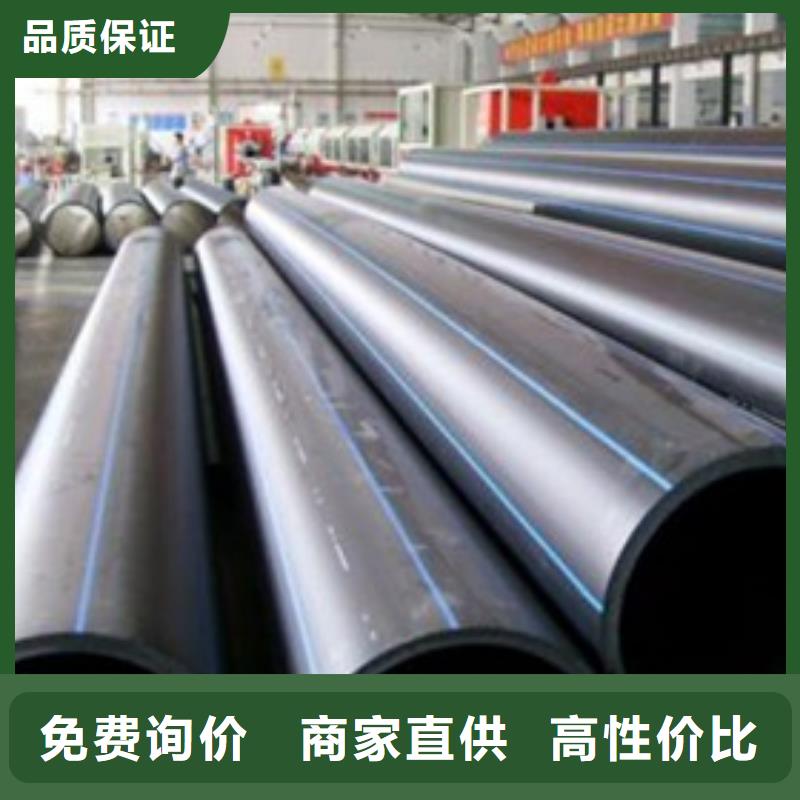
准规定了用聚乙烯树脂为主要原料的材料,经挤出成型的给水用聚乙烯管材(以下简称"管材")的产品规格、技术要求、试验方法、检验规则、标志、包装、运输、贮存。本标准还规定了原料的基本性能要求,包括分类体系。本标准适用于用PE63、PE 80和PE 100材料(见4.1)制造的给水用管材。管材公称压力为0.32MPa~1.6MPa,公称外径为16 mm~1000 mm。本标准规定的管材适用于温度不超过40℃,一般用途的压力输水,以及饮用水的输送。经常把管径 的堆在底面PEM管道内外面很光滑,为了防止滑下,装载时要把它地固定。小口径直管或轻的管可以用手装卸。施工安装:管理/保管



粘接方法
1.管材、管件粘接前,应用干布将承口侧和插口外侧擦拭处理,当表面粘有油污时须用丙酮擦拭干净。管材断面应平整、垂直管轴线并进行倒角处理;粘接前应画好插入标线并进行试插,试插深度只能插到原定深度的的1/3~1/2,间隙过大于时严禁使用粘接方法。涂抹粘接剂时,应先涂抹承口内侧,后涂抹插口外侧,涂抹承。口时应顺轴向由里向外均匀涂抹适量,不得漏涂或涂抹过量(200g/m2)。粘接剂涂抹后,宜在1分钟内保持施加的外力不变,保持接口的直度和位置正确。粘接完毕后及时将挤出的多余粘接剂擦净,在固化时间内不得受力或强行加载。粘接接头不得在雨中或水中施工,不得在5℃以下操作。连接程序:准备→清理工作面→试插→刷粘接剂→粘接→养护。

