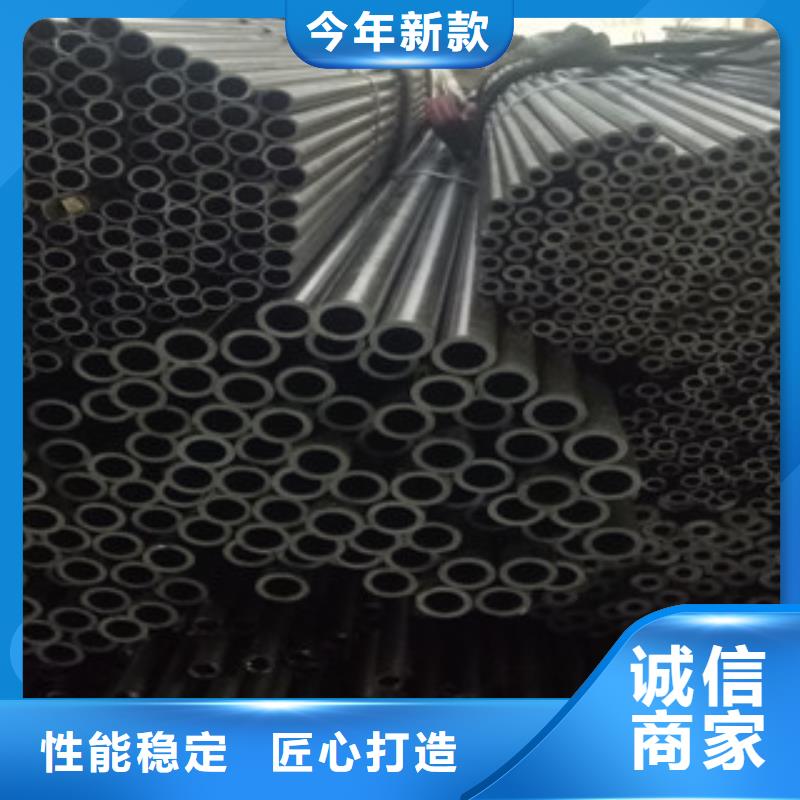






无缝管1、生产制造方法按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。热轧无缝管一般
在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然
后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐
渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格
要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。若欲获得尺寸更小和质量更好的无缝管,
必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的
锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。挤压法即将
加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可
生产直径较小的钢管。


45#精密钢管调质件淬火后的硬度应该达到HRC56~59,截面大的可能性低些,但不能低于HRC48,不然
,就说明工件未得到完全淬火,组织中可能出现索氏体甚至铁素体组织,这种组织通过回火,仍然保留在
基体中,达不到调质的目的。 45#精密钢管淬火后的高温回火,加热温度通常为560~600℃,硬度要求为
HRC22~34。因为调质的目的是得到综合机械性能,所以硬度范围比较宽。但图纸有硬度要求的,就要按
图纸要求调整回火温度,以保证硬度。如有些轴类零件要求强度高,硬度要求就高;而有些齿轮、带键槽
的轴类零件,因调质后还要进行铣、插加工,硬度要求就低些。关于回火保温时间,视硬度要求和工件大
小而定,我们认为,回火后的硬度取决于回火温度,与回火时间关系不大,但必须回透,一般工件回火保
温时间总在一小时以上。无缝钢管重量计算公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)



随着大数据、物联网、智慧城市等新型产业发展带来行业的契机,兰格精密管有限公司始终以前瞻的眼光,紧跟时代潮流,坚持以专业化的发展战略,专注技术与应用不断开发适合客户需求的新 宁夏银川精密钢管产品;务实守信,开拓创新,携手广大合作伙伴“扬帆起程领航未来”。

