


我们为您呈现了一部精彩绝伦的铝合金型材流体管实力商家供货稳定产品视频,让您感受产品的独特之处。
以下是:铝合金型材流体管实力商家供货稳定的图文介绍

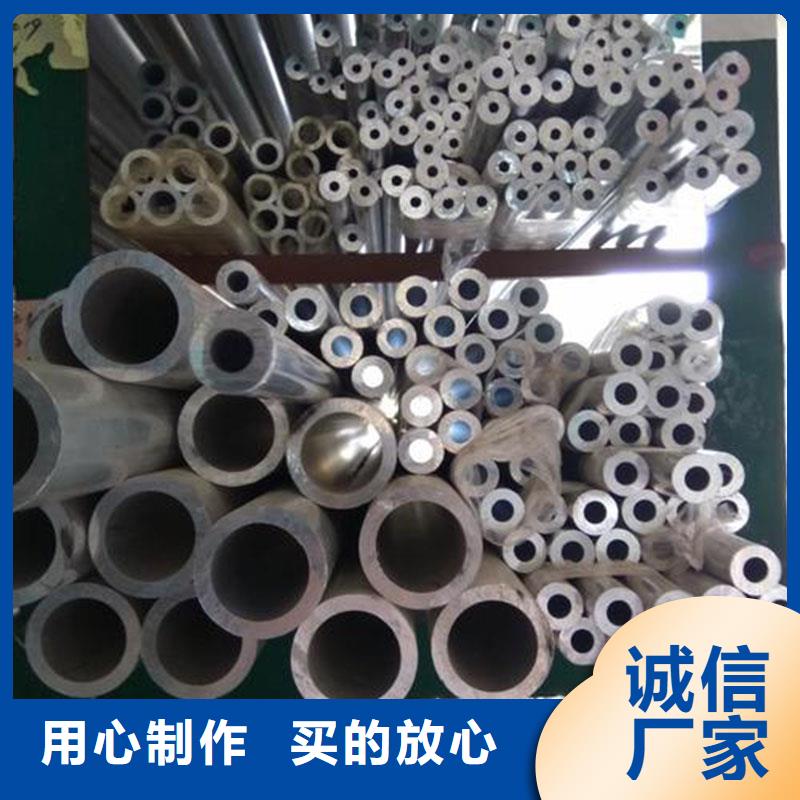
铝合金型材的壁厚是重要的质量指标,建材标准与门窗标准分别对壁厚进行了规定,特别是门窗标准《铝合金门窗》GB/T8478规定了受力杆件的壁厚要求。本文主要从标准的规定、受力杆件的受力部位、壁厚的测量等方面进行了说明,介绍了铝型材壁厚相关内容。铝合金门窗因其强度高、表面处理颜色多样化、门窗性能优越等特点越来越受到大家的欢迎,铝合金门窗型材产品也成为大多铝材厂的主要产品。门窗铝型材生产时执行国标,并符合订单合同的相关要求,而型材壁厚是重要的质量指标, 相关标准也对型材的壁厚作出了规定。本文主要对门窗型材的壁厚谈谈个人的理解。一、标准对壁厚的规定:国标《铝合金建筑型材第1部分:基材》GB/T5237.1-2017是铝型材厂执行的标准。标准规定ABC三类壁厚的公差标准,通过标准可知,型材壁厚执行正负公差,并有精度等级之分。如门窗型材壁厚为1.4mm,外接圆小于100mm,按高精级,则A类壁厚公差是±0.13mm。国标《铝合金门窗》GB/T8478-2008是门窗加工的标准,其中对于铝型材的壁厚有明确规定,门不小于2.0mm、窗不小于1.4mm。上海地方标准《民用建筑处窗应用技术规程》DG/TJ08-2242-2017中规定铝型材壁厚不小于1.8mm。福建地方标准《福建省民用建筑外窗工程技术规范》DBJ 13-255-2016中规定铝型材壁厚不小于1.6mm。二、受力部位壁厚示意:在标准中虽然定义了门窗主要受力部位,但在实际应用过程中不是特别顺畅,有时也存在争议。对于受力部位,我个人的理解是型材的主要腔体一周、主要翅部、及安装五金的槽口等部位。其他部位比如胶条槽口、角片槽口等就不是主要受力部位。三、壁厚测量方法:铝型材壁厚使用千分尺测量,测量精度为0.01mm。不建议使用游标卡尺测量壁厚,因为使用游标卡尺测量时的力度不好掌握,测量结果会因人而异。而千分尺有棘轮设置,能够保证测量施加力度符合要求,多次测量结果一致。壁厚测量要注意精度问题。标准要求是≥1.4mm,精度为小数点后一位,那么测量壁厚的数值精度同样保留一位小数是否合适呢?例如,测量壁厚数值为1.35mm,保留小数点1位,按数字修约规则“四舍五入”及“四舍六入五留双”修约后记录为1.4mm,从数据上看是符合≥1.4mm的要求的。那测量结果为1.35mm壁厚的型材符合标准要求吗?个人理解为,标准规定壁厚≥1.4mm,目的是提高型材的质量,实际产品壁厚要厚些,且要达到1.4mm。所以测量结果为1.35mm壁厚的型材不符合标准要求。测量壁厚时,还要注意壁厚为测量面的任意点壁厚,如果测量面上有一处的壁厚不符合要求则产品不符合要求。壁厚指标不是测量的平均值,而是任意点壁厚。见图8,图中标记红色部位壁厚为1.35mm,即使平均壁厚达到1.4mm也不符合壁厚≥1.4mm的标准。总之,门窗标准对铝合金型材壁厚的规定提高了门窗整体性能,铝型材生产厂家与门窗加工单位对此应加深理解,生产出符合国标的门窗。铝型材受力杆件壁厚的问题一直是门窗相关企业关心的问题,大家对于哪个部位是受力部位理解也不尽相同,我们要严谨对待标准的要求,从而提高产品质量,为铝合金门窗行业作出贡献。


恒永兴金属材料销售 有限公司拥有多名国内【香港方矩管】业精英,立足高的起点、高的质量和良好的服务团队,努力打造世博品牌,争创国内优质的【香港方矩管】公司。



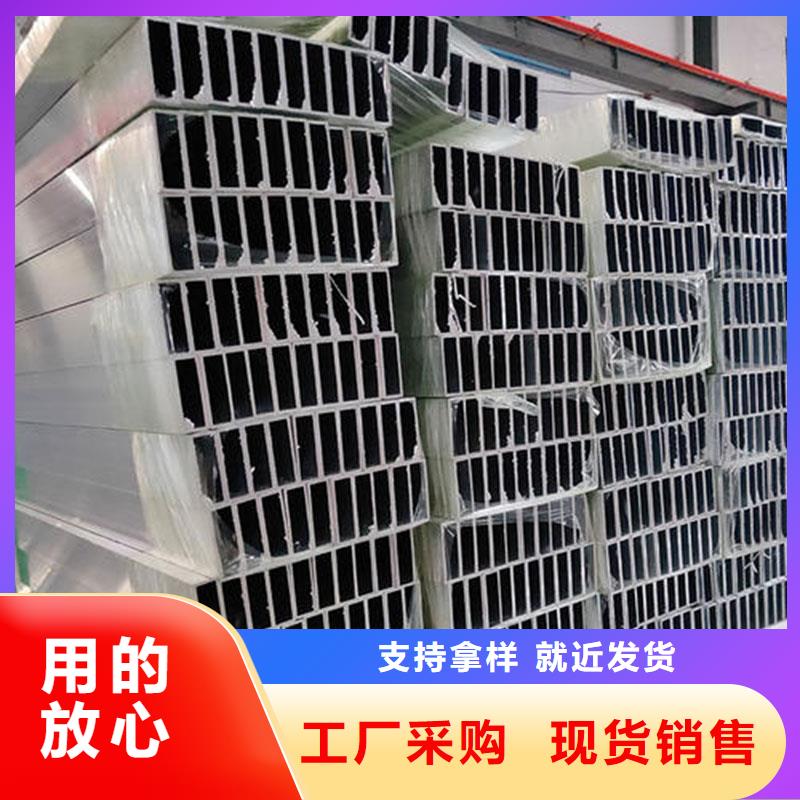
铝型材,就是铝棒通过热熔、挤压、从而得到不同截面形状的铝材料。那么铝型材与传统机械制造材料相比,有哪些方面的优势呢?铝型材与传统机械制造材料相比,如碳钢和不锈钢材料相比,使用高强度工业铝挤压型材具有以下优势:1.制作过程简单:只需设计、切断/钻孔、组合即可完成;而传统材料通常要经过设计、切断/钻孔、焊接、喷沙/表面处理、表面喷涂、表面阳极氧化等复杂过程。2.材料可重复使用:由于使用工业铝型材的机件在全部制作过程中没有热焊接,所以各部件可很方便的拆卸,所有材料和附件都可重复使用;而传统材料由于切割变形和高额拆解成本等原因事实很少重复使用。3.节省工时:由于制作过程简单,可节省大量工时成本;尤其是在由于制作错误而返工时,比使用传统材料可节省几倍的工时。4.制作精度高:由于制作过程没有经历热焊接,材料无变形,所以装配精度高;而使用热焊接的传统材料则不可避免的要出现变形,从而影响*终装配精度5.外观华丽:使用工业铝型材的设备外观更具现代感,其特有的阳极氧化镀膜比现有的各种涂装方法更加牢固稳定。


鉴于常规增压阶段压射冲头通过料饼施加铸造压力而实现补缩作用,采取的措施是在铸件缩孔附近增加一个类似渣包结构来充当料饼,利用一副油缸抽芯机构充当冲头,在铸件凝固后期对易产生缩孔的区域进行二次增压补缩,以达到缩孔的目的。通常来讲,这样的二次加压机构叫做挤压销,它的加压原理是在金属液或合金液浇注后到完全凝固前施加适当的压力以加强铸件凝固补缩效果,达到提高铸件致密度、减小或缩孔的目的。加压凝固能够改变金属及其合金物理参数和结晶过程,改变疏松空洞的分布和尺寸,提高铸件的致密度,改善铸件的拉伸强度和硬度等性能。根据铸件补缩、增压规律,挤压销动作号采用铸造过程的增压号,并在此基础上延迟作为启动号,因此,挤压销主要控制挤压深度和挤压延迟时间两个参数。挤压深度依铸件结构和缩孔分布、大小而定,一般为10~20 mm;挤压延时主要参考增压时间设定,一般为2~5 s。实际工程中,挤压参数的确定是在经验值的基础上根据铸造情况再作优化。为了方便调整挤压参数,通常采用单独油缸控制挤压销动作。
针对曲轴箱铸件,后期的改善措施为在模具轴承孔附近对称布置两根挤压销(位置见图5),通过调整挤压深度和挤压延时两个主要参数,优化挤压销的二次加压的补缩效果,从而降低铸件缩孔率。在前述措施的基础上,模具追加两根挤压销后缩孔率明显下降,不良率由4%降低到0.2%。同时,在0.2%的缩孔不良品中,其缩孔大小明显减小。因此,挤压销方案对于控制壁厚加大的铸件缩孔率起到了较好的作用。但是,在本次改善过程中,铸件缩孔不良率也曾出现过波动现象,通过优化挤压参数挤压深度15 mm、挤压延迟时间2.5 s和规定挤压销使用寿命(次/8000模)等相关规范,使铸件不良率稳定在0.2%附近。可以看出,铸件缩孔出现在轴承孔附近,分布较广且分散,组 织较为疏松,由于汽缸体轴承孔需要通以压力润滑油,因此铸件在使用期间存在漏油风险;通过改善后,从X射线探伤照片上已看不出疏松的缩孔分布,铸件内部组 织显得更加致密。
铝压铸件缩孔探究,废品率从5%到0.2%的对策。结论:(1)缩孔是一种常见的铸件内部缺陷,易出现在壁厚较大、模温较高等区域。通常从模具设计(浇注系统、冷却系统)、工艺参数设置和铸造条件保证等几方面出发。针对涉及的壁厚较大铸件,传统的改善措施只能起到缓解作用,而不能彻底解决问题。(2)仿照冲头在增压阶段的补缩作用设计了两根挤压销,对缩孔区域起到了二次加压的补缩作用,效果较为明显。
针对曲轴箱铸件,后期的改善措施为在模具轴承孔附近对称布置两根挤压销(位置见图5),通过调整挤压深度和挤压延时两个主要参数,优化挤压销的二次加压的补缩效果,从而降低铸件缩孔率。在前述措施的基础上,模具追加两根挤压销后缩孔率明显下降,不良率由4%降低到0.2%。同时,在0.2%的缩孔不良品中,其缩孔大小明显减小。因此,挤压销方案对于控制壁厚加大的铸件缩孔率起到了较好的作用。但是,在本次改善过程中,铸件缩孔不良率也曾出现过波动现象,通过优化挤压参数挤压深度15 mm、挤压延迟时间2.5 s和规定挤压销使用寿命(次/8000模)等相关规范,使铸件不良率稳定在0.2%附近。可以看出,铸件缩孔出现在轴承孔附近,分布较广且分散,组 织较为疏松,由于汽缸体轴承孔需要通以压力润滑油,因此铸件在使用期间存在漏油风险;通过改善后,从X射线探伤照片上已看不出疏松的缩孔分布,铸件内部组 织显得更加致密。
铝压铸件缩孔探究,废品率从5%到0.2%的对策。结论:(1)缩孔是一种常见的铸件内部缺陷,易出现在壁厚较大、模温较高等区域。通常从模具设计(浇注系统、冷却系统)、工艺参数设置和铸造条件保证等几方面出发。针对涉及的壁厚较大铸件,传统的改善措施只能起到缓解作用,而不能彻底解决问题。(2)仿照冲头在增压阶段的补缩作用设计了两根挤压销,对缩孔区域起到了二次加压的补缩作用,效果较为明显。



