

深入了解资讯:316L不锈钢板材加工厂家产品,一部视频就够了,快来观看!
以下是:资讯:316L不锈钢板材加工厂家的图文介绍
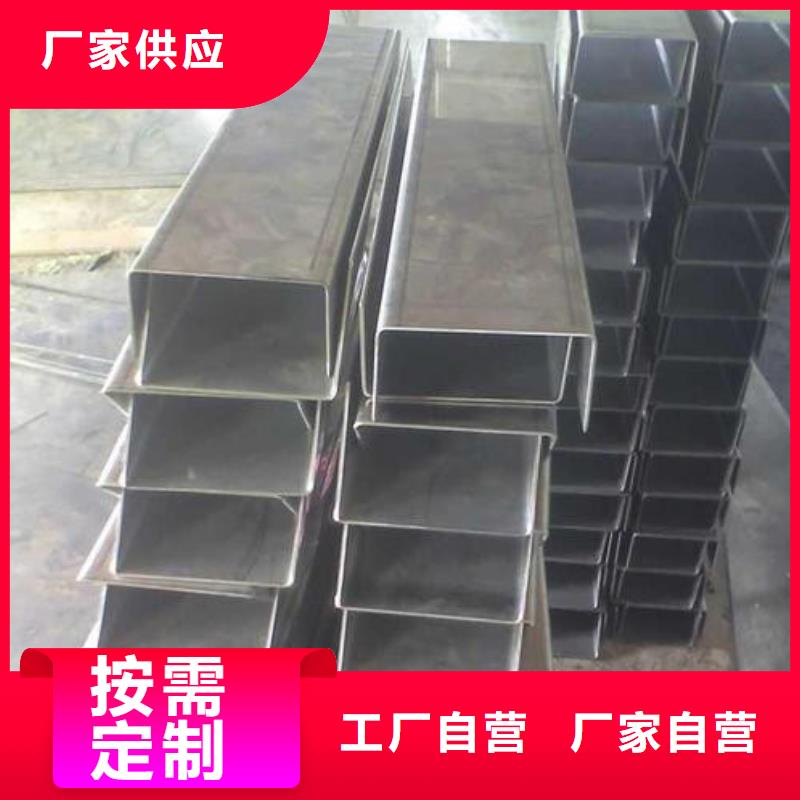
中工金属材料有限公司作为中国【重庆大渡口不锈钢板加工】市场的企业,“本着“服务至上,拒绝假货,打造品牌”的经营理念,坚持以“技术”做为企业竞争力,以“服务”作为企业的生命力。不断从国内外各界引进【重庆大渡口不锈钢板加工】相关的新技术和新产品,不断的寻求和优化【重庆大渡口不锈钢板加工】解决方案。追求更完美的组合。帮助客户和合作伙伴取的更卓越的成功。


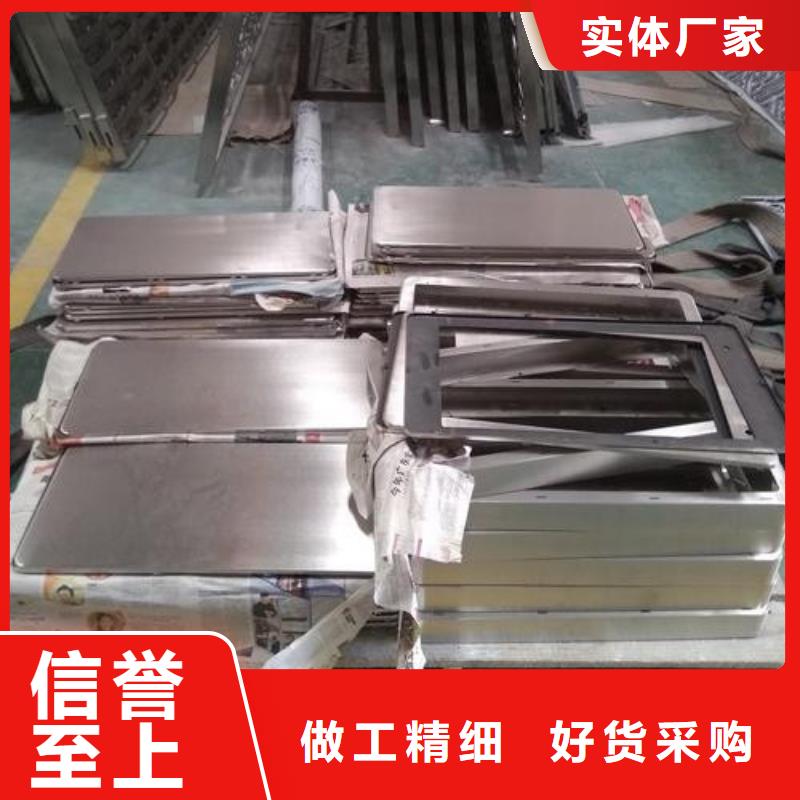
下面就带大家一起来看看吧。先看材质:彩色不锈钢板的常用材质有304正材、304压延料、201正材和201压延料。其中304要比201耐腐蚀性能高,正材要比压延料平整、光亮。因为差价大,不少商家以次充好,用压延料冒充正材、用201冒充304。 201和304可以用检测药水分辨,而正材与压延料则主要是通过观察板面的质量来分辨,正材板表面光滑平整、色泽均匀、亮度高、整张板的厚度一致,而压延料板面偏暗、色泽不均、常常有黑色或条纹、背面有辊压印、砂眼多、脱皮水痕等瑕疵,板面的厚度差能达到2到3个丝。 导致用户使用了几个月彩色不锈钢板就开始掉色、生锈甚至断裂。所以,咱们验货的时候首先要做的就是验明板材的材质是否是您所的。但随着很多大型压延厂生产工艺和的,正材与压延料的差距正在慢慢缩小,有些仿正材板,甚至能以假乱真,需要有丰富经验的人员才能分辨。 再观效果:彩色不锈钢板主要用于装饰领域,对板面的观赏性、装饰性要求很高。验货时,一定要仔细检验和观察。好的彩色不锈钢板在阳光直射下应无可辨色差、整批板无色差。着色均匀、色泽好、没有划伤折弯不褪色。镜面板表面应没有磨头花和马蹄印、亮度高。



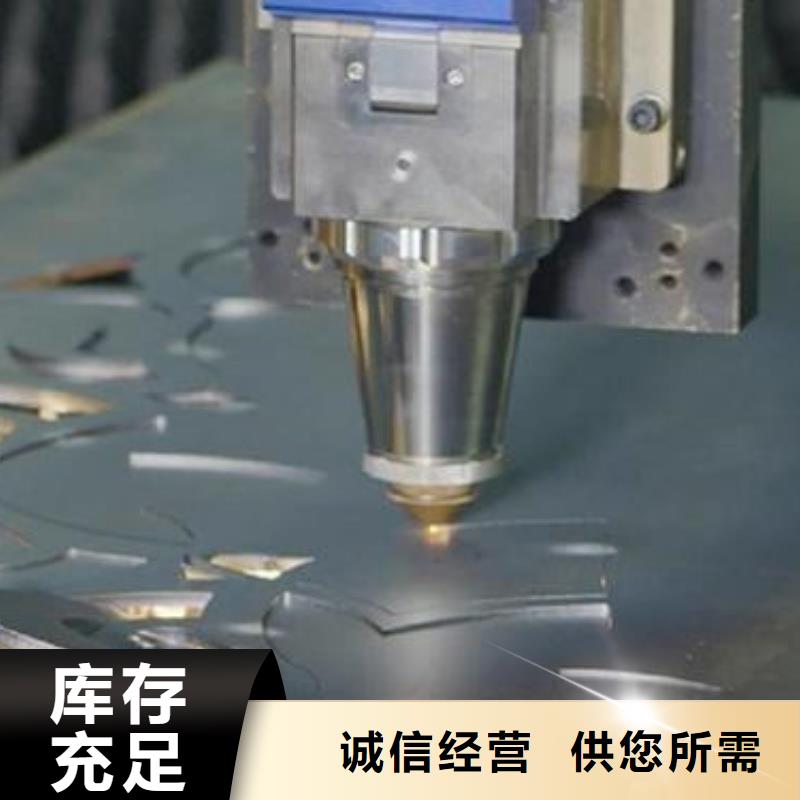
焊接之前应彻底除掉有害于焊接的锈 、油、水份、油漆等,选定适合钢种的焊条。点焊时间距比碳钢点焊间距短,除掉焊渣时应使用不锈钢刷。焊完以后,为了防止局部腐蚀或强度下降,应对表面进行研磨处理或清洗。 切断以及冲压:由于不锈钢比一般材料强度高,所以冲压以及剪切时需要更高的压力,而刀与刀间隙正确时才能不发生切变不良和加工硬化, 采用等离子或激光切断,当不得不采用气割或电弧切断时,对热影响区进行研磨以及必要进行热处理。 簿板可以折弯到180,但为了减少弯面的裂纹同半径大小 2倍板厚的,厚板沿压延方向时给2倍板厚半径,与压延垂直方向弯曲时给4倍板厚的半径是有必要的,特别是在焊接时,为了防止加工开裂应对焊接区进行表面研磨。 施工以及施工留意点:为了防止施工时产生划伤以及污染物附着,贴膜状态下进行不锈钢施工。但是随着时间的延长,粘贴液的残留按照贴膜使用期限,施工以后除掉贴膜时应进行表面洗涤,并使用专用不锈钢工具,与一般钢清洁公用工具时,为了不让铁屑粘着应进行清扫。 应留意不让具有很强腐蚀性的磁性以及石奢清洁用药物接触到不锈钢表面,若接触时应立即进行洗涤。施工建设结束后应用中性洗涤剂以及水洗涤表面附着的水泥、粉灰等到物。



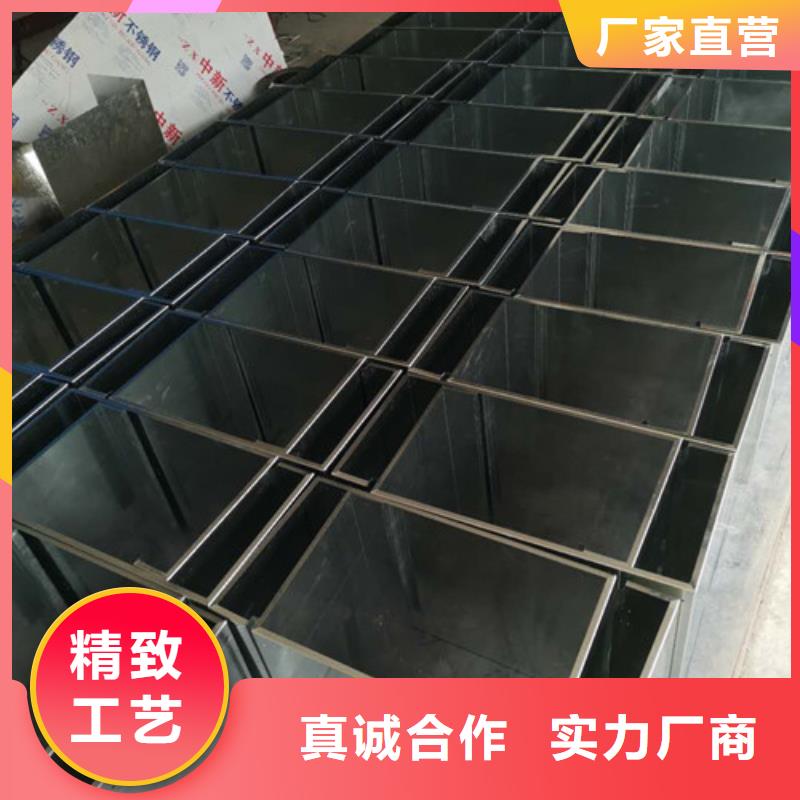
03用1.5铈钨极棒,磨削的尖度要更尖,且使钨极棒伸出喷嘴的长度应尽量长些,这样会使母材更快的熔化,也就是说熔化温度上升更快,温度会更集中,能使我们对需要熔化的位置尽可能快的熔化,且不会让更多的母才温度上升,这样使材料的内应力发生变化的区域变小,终也使材料的变形也会。 那么解决不锈钢板焊接时烧穿、变形的措施有哪些下面就带大家一起来了解一下吧。04选择合理的焊接顺序,对于控制焊接残余变形尤为重要,对于对称焊缝的结构,应尽量采用对称焊接;不对称的结构,则采用先焊焊缝少的一则,后焊焊缝多的一侧。 使后焊的变形足以拟消前一侧的变形,以使总体变形减小。05装配尺寸力求接口间隙尽量小。间隙稍大容易烧穿或形成较大的焊瘤;06必须采用精装夹具力平衡均匀。焊接不锈钢薄板关键要注意:严格控制焊接接头上的线能量力求在能完成焊接的前提下尽量减小热量输入从而减小热影响区避免上述缺陷的出现。 304不锈钢板表面美观以及使用可能性多样化,耐腐蚀性能好,比普通钢长久耐用304不锈钢板耐腐蚀性好强度高,因而薄板使用的可能性大,耐高温氧化及强度高,因此能够抗火灾常温加工,即容易塑性加工。那么对304不锈钢板进行折弯加工有什么特点呢。

