





不容错过的数控棒材剪切生产线发货快视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:数控棒材剪切生产线发货快的图文介绍
得天独厚的地理位置为广大的客户带来了交通运输的便利条件。 有朋自远方来不亦乐乎!建贸机械 有限公司本着技术创新、质量为本、客户至上的原则为广大用户提供满意的服务,自创立以来,积j i进取,不断创新,凭借良好的企业信誉,独特的经营风格及较强的 山西大同数控钢筋网排焊机厂家市场开拓能力,取得了一个又一个的骄人业绩,我们将以儒商风范,诚信负责的精神,竭诚欢迎各地客商莅临公司参观指导,携手共创美好明天。


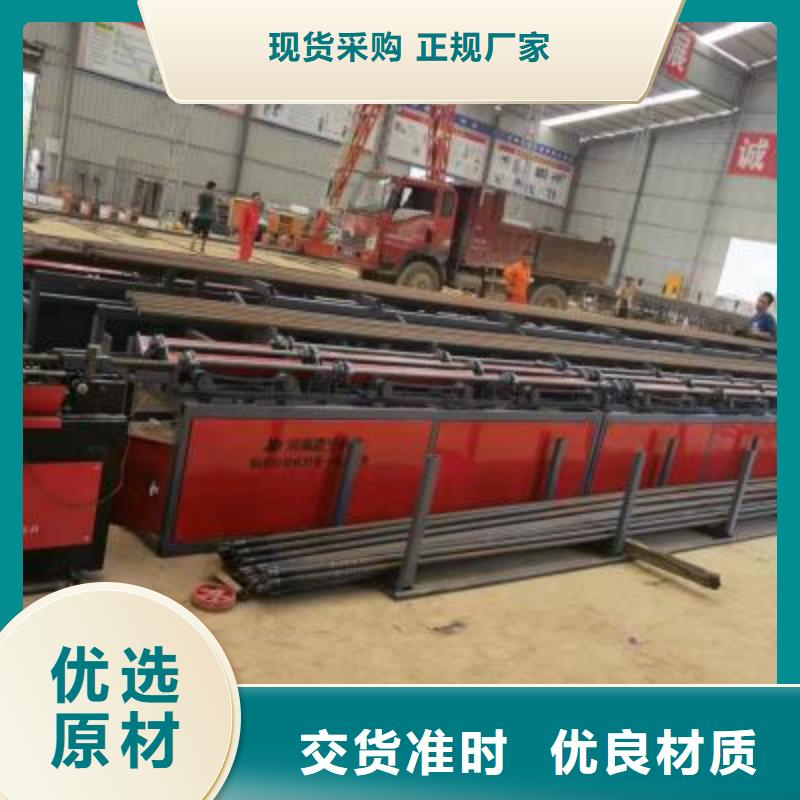
山西大同数控钢筋锯切套丝生产线是一款主要针对于不同钢筋直径、高精度钢筋棒材的锯切,套丝,全自动数控锯切套丝一体机,能够将钢筋棒材按照需求,自动锯切成所需要长度,并对下好料的棒材进行分类储存,套丝,全自动化大型的数控钢筋锯切套丝设备。1,采用伺服电机,锯切精度高。锯切后的钢筋自动分料,套丝方便。 2,采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀 。3, 通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。4,锯床采用国内专用的双面夹紧锯床。5、合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。



建贸机械 有限公司本着重合同、守信用的原则,竭诚为用户提供优良的 山西大同数控钢筋网排焊机厂家产品,真诚的服务,促进用户与浩大钢板库的共同繁荣,为中国乃至世界 山西大同数控钢筋网排焊机厂家事业的发展做出新的、更大的贡献。
秉承诚信、稳健、创新的价值观,甘于服务、善尽责任,人品、精品、责任是我们永远的追求,以客户管理系统为平台,构建客户满意的服务体系。



锯断面
歪斜 1、锯齿钝化
2、进给过大
3、选齿失误
4、导向磨损,松动
5、张力太小
6、齿部分齿受损
7、导向臂分开太宽
8、齿尖粘结切屑
9、锯带安装歪斜 1、更换新锯带
2、适度减小进给量
3、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
4、更换/调整导向块
5、调节张力
6、检查工件硬度和内含过硬渣块,确定加工条件
7、调整导向臂在适当位置
8、检查刷子和切削液
9、重新调整、扶正锯带
通过观察“锯屑”状态判断“进给率”和“带速”匹配的正确与否 通过观察锯切产生的锯屑厚度和形状可以判断锯切时的选齿、给定线速度、进给率(量)等参数是否正确。观察下列三种锯屑:
1、锯屑又厚又重,呈现兰色,盘卷密实,说明锯切数据不正确。是低带速高进给率所至,应提高带速降低进给率;
2、锯屑又碎又薄,盘卷松紧不一,说明锯切数据不正确。是高带速低进给率所至,应降低带速增大进给率;
3、锯切产生厚薄均匀,盘卷松紧适当,如同弹簧般的螺旋状锯屑,说明锯切数据正确。
歪斜 1、锯齿钝化
2、进给过大
3、选齿失误
4、导向磨损,松动
5、张力太小
6、齿部分齿受损
7、导向臂分开太宽
8、齿尖粘结切屑
9、锯带安装歪斜 1、更换新锯带
2、适度减小进给量
3、合理选择锯齿,一般情况下:大料用大齿;小料、薄料用小齿;结构钢材适当选择变齿
4、更换/调整导向块
5、调节张力
6、检查工件硬度和内含过硬渣块,确定加工条件
7、调整导向臂在适当位置
8、检查刷子和切削液
9、重新调整、扶正锯带
通过观察“锯屑”状态判断“进给率”和“带速”匹配的正确与否 通过观察锯切产生的锯屑厚度和形状可以判断锯切时的选齿、给定线速度、进给率(量)等参数是否正确。观察下列三种锯屑:
1、锯屑又厚又重,呈现兰色,盘卷密实,说明锯切数据不正确。是低带速高进给率所至,应提高带速降低进给率;
2、锯屑又碎又薄,盘卷松紧不一,说明锯切数据不正确。是高带速低进给率所至,应降低带速增大进给率;
3、锯切产生厚薄均匀,盘卷松紧适当,如同弹簧般的螺旋状锯屑,说明锯切数据正确。


河南建贸机械有限公司钢筋带锯床下料锯床型号
液压传动系统由泵,阀,油缸,油箱,管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。电气控制系统由电气箱,控制箱,接线盒,行程开关,电磁铁等组成的控制回路,用来控制锯条的回转,锯梁的升降,工件的等,使之按一定的工作程序来实现正常切削循环。
润滑系统开车前必须按机床润滑部位(钢丝刷轴,蜗轮箱,主动轴承座,蜗杆轴承,升降油缸上下轴,活动虎钳滑动面丝杆)要求加油。蜗轮箱内的蜗轮,蜗杆采用30号机油油浴润滑,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上,下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。
液压传动系统由泵,阀,油缸,油箱,管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。电气控制系统由电气箱,控制箱,接线盒,行程开关,电磁铁等组成的控制回路,用来控制锯条的回转,锯梁的升降,工件的等,使之按一定的工作程序来实现正常切削循环。
润滑系统开车前必须按机床润滑部位(钢丝刷轴,蜗轮箱,主动轴承座,蜗杆轴承,升降油缸上下轴,活动虎钳滑动面丝杆)要求加油。蜗轮箱内的蜗轮,蜗杆采用30号机油油浴润滑,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上,下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。



