



联系我们

数控钢筋锯切镦粗套丝打磨生产线价格合理
更新时间:2024-11-10 10:02:24 浏览次数:6 公司名称:许昌 建贸机械 有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 18000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 优级 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMGSX-500 |
| 发货城市 | 长葛 |
| 产品产地 | 河南 |
| 可售卖地 | 全国 |
| 型号 | GB4240 |
| 功率 | 4kw |
| 名称 | 金属带锯床 |
| 材质 | 金属 |
| 品牌 | 河南建贸机械 |
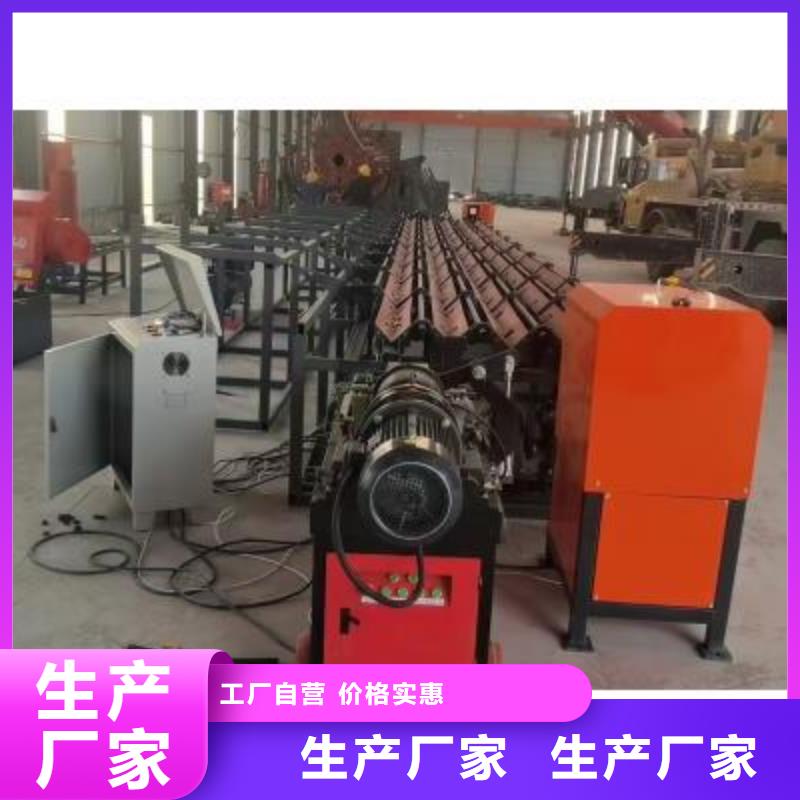




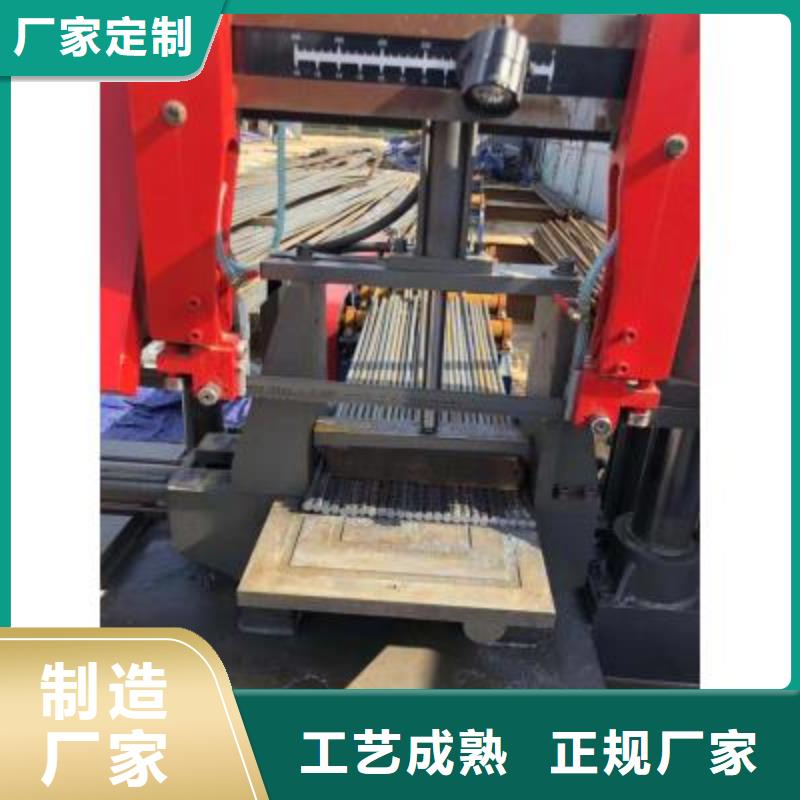

蚌埠数控钢筋锯切套丝生产线介绍:蚌埠数控钢筋锯切套丝线,是一款主要针对于不同钢筋直径、高精度钢筋棒材的锯切,钢筋锯床套丝,蚌埠全自动数控锯切套丝一体机,能够将钢筋棒材按照需求,自动锯切成所需要长度,并对下好料的棒材进行分类储存,套丝,全自动化大型的数控钢筋锯切套丝设备。1,采用伺服电机,锯切精度高。锯切后的钢筋自动分料,套丝方便。2, 通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。3, 采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。4,锯床采用双面夹紧锯床。5、合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。
打齿、断齿 1、工件小而锯齿太大
2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整

蚌埠钢筋锯切. 墩粗 .套丝 打磨工艺实现了自动化生产。提高了蚌埠套丝生产线设备的自动化程度并减少劳动力。 节约场地;套丝设备可与钢筋剪切锯切设备链接。钢筋通过裁剪设备将钢筋裁剪到规定长度后直接进入套丝设备。不需要占用场地存放钢筋。减少人工;该设备操作人员只需要一个人就可完成炒作。无须吊装和搬运线体直接运输。提率;短时间实现从原材料到两端套丝半成品。保证品质。上下工序紧密衔接。及时发现异常并纠正。操作简单;设备配备人性化的操作程序。可选择性作业。同时这两个部套可以拆分开作为独立设备单独使用。先进的伺服控制系统。锯切。套丝精度高。全自动液压钢筋镦粗机采用先进液压系统和电动结构,新产品、新技术,只需按上一个电源按扭,整体镦粗工作一次性完成,加工精度高,质量保证。钢筋镦粗利用冷镦的原理使钢筋端头塑性变形,直径增大4~6mm,然后再加工螺纹。使加工螺纹后的实际截面积大于原钢筋截面积,大大提高接头的抗拉强度。这种镦粗后的螺纹接头经拉伸实验检测全部断于母材,适用于建筑、路桥、高铁、电站要求较高的工程;操作简单方便,省时省力。
a、锯床导向臂的导向角夹持的锯条与锯床工作台不笔直:处理:安好锯条,调整锯导向角的螺栓,使锯条与工作台面笔直。b、带锯条有可能磨损:处理方法:如果锯条有修正价值能够修补,如果没有的话就替换锯条。c、带锯条可能松了。涨紧锯条。d、带锯床下料速度进给太快,调整调速阀使进给速度慢一点。e、锯床两导向臂之间间隔太大,调一下导向臂的间隔,一般比材大6-10厘米f、锯床导向角里夹锯床的小轴承可能损坏,替换小轴承就能够!
数控锯床以圆锯片、锯带或锯条等为刀具,锯切金属圆料、方料、管料和型材等的机床。锯床的加工精度一般都不很高,多用于备料车间切断各种棒料、管料等型材。由主动轮和从动轮带动锯条作业,锯条断料方向由导轨操控架操控。经过调整自转轴承将带锯条调正调直经过扫削器将锯削扫掉。由液压油缸活塞杆支撑导轨操控架下落进锯断料,装有手动或液压油缸夹料锁紧组织,以及液压操作阀开关等。
蚌埠数控钢筋锯切镦粗套丝打磨生产线价格合理