







而制造工模具时,正确的机加工工艺及热处理制度对工模具的使用寿命影响大,其工艺制度的拟订起着决定性的作用因此,在设计挤压工模具的形状、计算其强度和选择其材料时,考虑到工模具各种不同的工况条件。挤压工模具的设计条件如下:挤压工模具的设计,在所有的情况下,其计算方法与工作在相应温度和受力条件下的机械零件的计算方法相同。球墨铸铁管工模具在使用前的预热为重要。应了解工模具在使用时的硬度情况,因为工模具不正确的预热可能导致其脆性破坏。
球墨铸铁管价格的配置情况、工模具的尺寸以及有时其结构随着挤压坯料的尺寸和产品的尺寸的改变而变化的情况由此可见,工模具材料的选择是根据挤压一定材料时的挤压速度条件、加热温度制度、坯料金属的塑性、挤压产品的形状、润滑情况和工模具被冷却的可能性等因素进行的。
首先想要的就是排水问题排水时关闭直管始端到终端所有的阀门都关闭快速将裂纹部存水尽快排出.
挖掘出来有裂纹的管子后采用抢修卡但它做不到堵住裂纹革命家是防止裂纹继续延伸.
确定一下裂纹具体位置确切到切割工作必要把受损部分全部切割掉切掉的长度在100-300毫米之间用记号笔做出来切割记号.
准备要装的新球墨铸铁管长度比原管短10-20毫米切割时必要确保切管后两头平整.
换管后土层修补切割完毕新管与旧管之间用相同原料的镀锌沥青进行涂覆如发现内衬也受损那么一同进行修补
安装球墨铸铁承套确保平衡. 进行压壮紧固密封处理. 球墨铸铁管管件形成热裂纹的理论原因和实际原因很多,但根本原因是铸件的凝固方式和凝固时期铸件的热应力和收缩应力。球墨铸铁管裂纹抢修要得当
我们曾遇到过一支球墨铸铁管部分就出现了25cm用了补偿器还要在管身的裂纹两头力孔.假如在管子使用中不小心受损这时就采用大小头套筒或者更换一支新的管材.那么一修复过程是否是我们想象中容易? 
球墨铸铁管子的接口允许偏转3°,若管线的偏转角度较大,可采用多只管子偏转,应避免单只管子接口偏转角度太大,一般10°以内的角度可使用3~4根管子偏转,不必使用弯管。
球墨铸铁管价格上涨带动的复产潮打乱了去产能计划。南钢股份董秘徐林也发现,随着价格的持续上涨,原有陷入停产、半停产的钢企又开足马力生产起来。“原本去产能的政策目标和市场的方向是一致的,但随着价格的反弹,政策要求减量,市场却刺激生产。而且,这轮价格上涨也是钢价自2010年持续下跌后的触底反弹,与去产能正好处在一个交叉点上,给去产能目标造成很大阻力。”山东聊城格瑞球墨铸铁管管子的偏转。
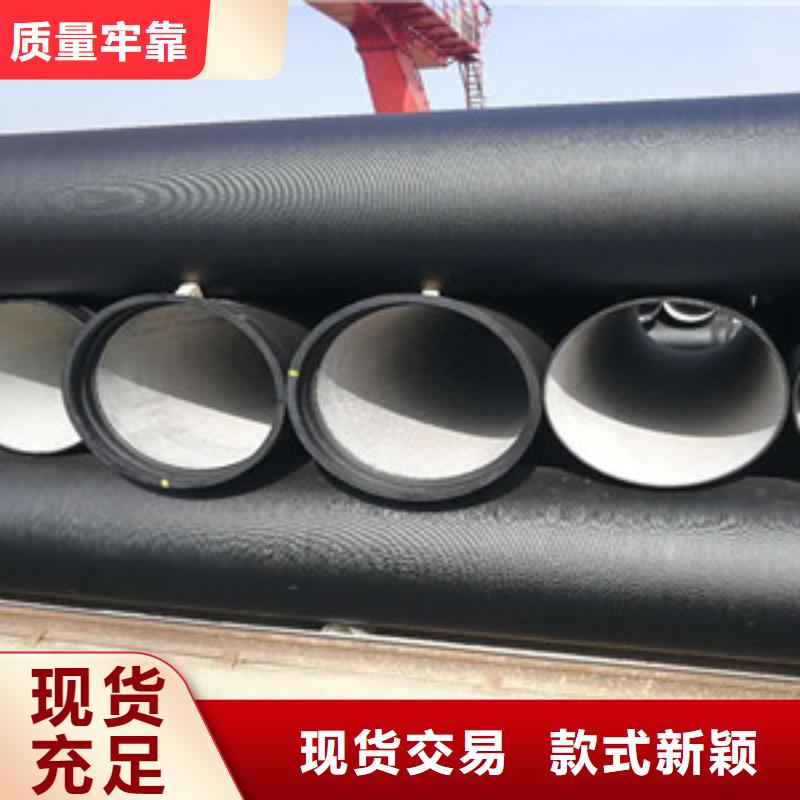
大口径球墨铸铁管件的泡沫模样一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。球墨铸铁管就是按传统的拉管工艺制作的管(也就是说的连续球墨铸铁管),质量不是很能保证。离心球墨铸铁管是按离心浇铸的工艺制作的管,这种管的质量能保证。主要用于输水、输油、输气的管道。 水冷金属型球墨铸铁管单支长度为6米,目前市场主流球墨管均为水冷金属型球墨铸铁管。热膜铸造工艺的球墨管一般为单支长度8米,采用此种工艺生产的球墨铸铁管一般为大口径管道。比如DN1000以上。考虑到球墨铸铁管件尺寸较大,在上涂料和造型时模样将会承受到较大的作用力,泡沫模样密度取0.022g/cm3 至0.024g/cm3。浇注系统选用0.020g/cm3泡沫塑料(EPS)板材制作。

