

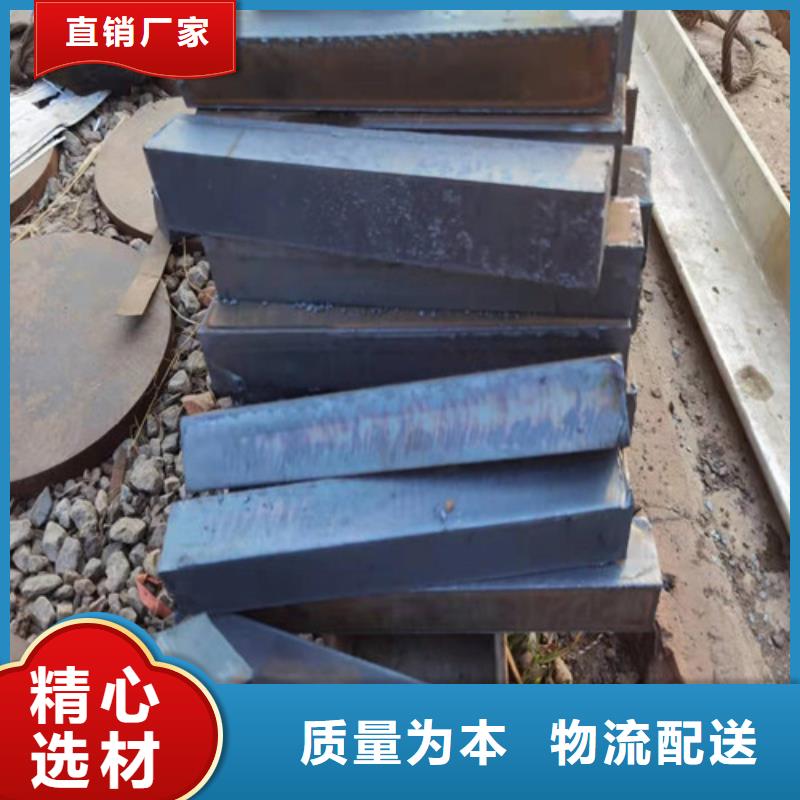

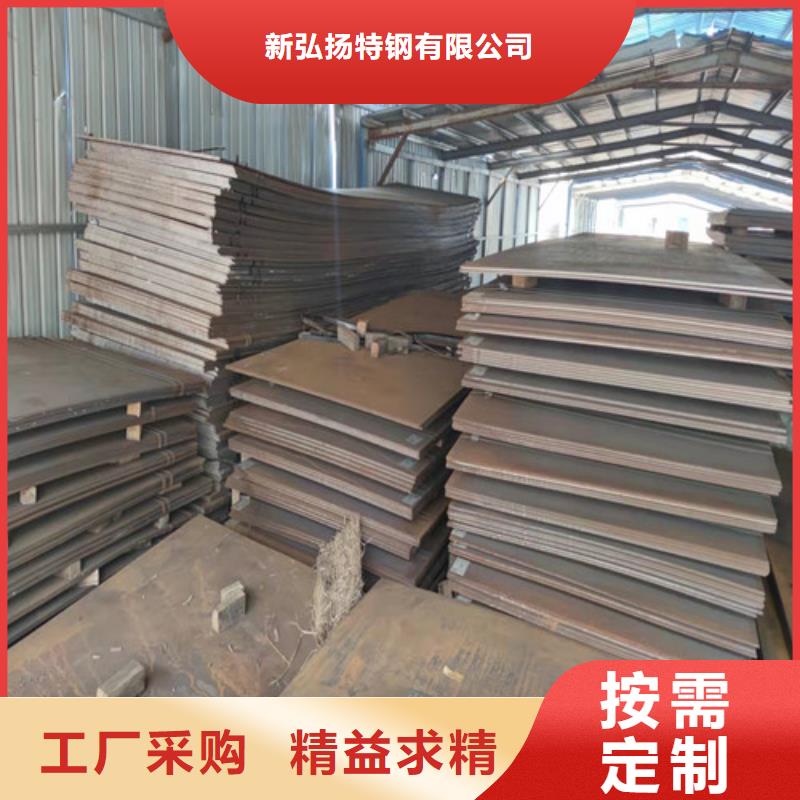




钢板规范及金相组织:60SI2MN钢板 热处理规范:淬火870℃±20℃油冷; 回火480℃±50℃(特殊需要时±30℃)。 交货状态:热轧钢材以热处理或不热处理状态交货,冷拉钢材以热处理状态交货。 热处理方法 60Si2Mn热处理方法有等温回火和分级淬火、亚温淬火及高温回火、 形变热处理的工艺方法。使用该方法能有效地提高60Si2Mn弹簧钢的强韧性和使用寿命。 60Si2Mn属于弹簧钢适宜制作汽车钢板弹簧。 热处理工艺 球化退火:采用850度加热、油冷淬火、短时间等温球化工艺(790度加热25Min,急冷到680度保温1H,炉冷到500度出炉),可获得理想的球化组织。60Si2Mn钢淬火温度正常取850度~870度,油冷。回火温度视模具零件的硬度要求而取,如 400度回火,硬度46HRC; 500度回火,硬度40HRC; 600度回火,硬度34HRC。 在150~160度之间回火性能得到 的配合,注意必须避开300度左右的回火脆性区。要求有较高韧性的工模具、要求尺寸稳定性好的量具,回火温度可以提高到250度左右,硬度为55~60HRC,有较好的韧性。 AC1-755,Ac3=810,Ar1=700Ar3=770Ms-300~305, 退火;750C-炉冷-HBS≤222 正火;830~860C-空冷-HBS≤302 淬火;870C-油-HRC>61 不同温度回火后的硬度值HRC: 150C-61,200C-60,300C-56,400C-51,500C-43,550C-38,600C-33,650C-29 常用回火温度430~480C,水或空气,HRC45~50 以下是汽车钢板弹簧热处理的参数 淬火加热保温时间与厚度有关:mm/min,6.5/2,8/3,8.5-10/4,12/5 回火保温时间与厚度有关:mm/min,<10/25-30,10-15/30-35,15-20/40-45,20-25/45-50。

