





黄南Q235A镀锌管现货充足
 <黄南>鹏鑫钢铁
<黄南>鹏鑫钢铁
黄南Q235A镀锌管现货充足
热镀锌钢管知识
1.采用法国蓝、螺纹头、结合等间接融合方法。2.连接采用焊接方式。因为热镀锌无缝钢管实际上是碳钢管,所以镀锌管和不锈钢管的焊接实际上是碳钢和不锈钢的焊接,是异种材料的焊接。
2.连接采用焊接方式。因为镀锌管实际上是碳钢管,所以镀锌管和不锈钢管的焊接实际上是碳钢和不锈钢的焊接,是异种材料的焊接。焊接前,应去掉槽旁的镀锌层。焊接后,刷上银粉。有很多关于碳钢和不锈钢焊接的资料。
镀锌管DN < 100一般为螺纹连接,DN > 100镀锌钢管一般为卡箍连接。螺纹减速机用于DN80钢管与dn70镀锌钢管的连接。
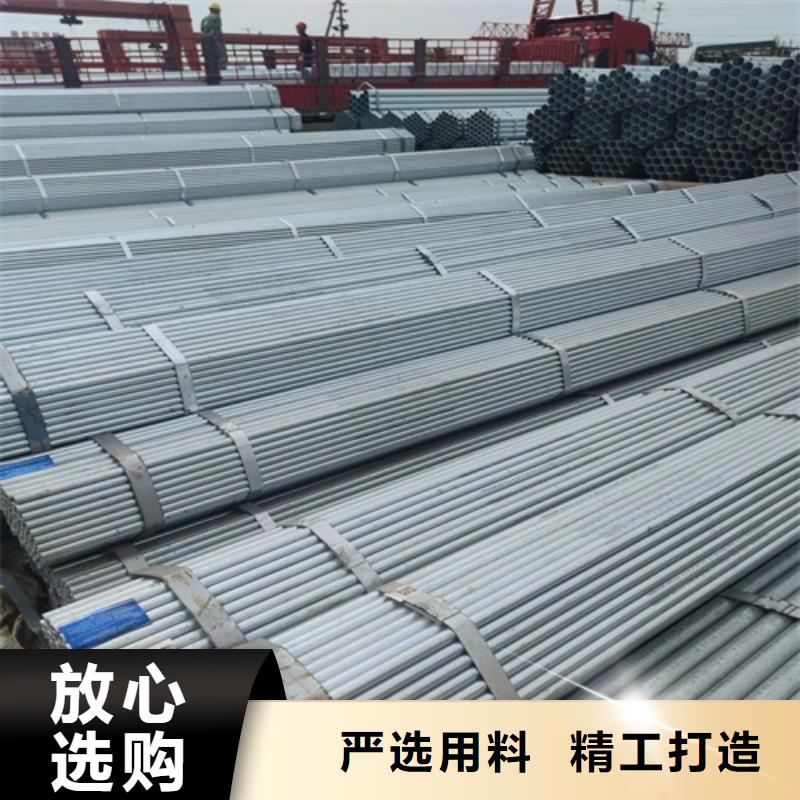
镀锌钢管听起来风格较高,镀锌无缝钢管一般采用热镀锌,镀锌层厚,耐腐蚀性强,使用寿命长。随着施工质量的提高,对管道系统的使用寿命和强度要求也随之提高。产品常用于对消防、空调等循环水、燃气输送管道系统代替镀锌钢管,具有较高的要求。
“镀锌”涂层均匀,附着力强。然而,这不是一个简单的过程,类似于皮肤护理产品在脸上。为去除钢管表面的氧化铁,对钢管进行酸洗后,用氯化铵或氯化锌水溶液或氯化铵氯化锌混合溶液槽进行清洗,然后送至热浸镀锌槽。
热镀锌钢管基体与熔池之间复杂的物理化学反应导致了具有紧密耐腐蚀结构的锌铁合金层的形成。合金层与纯锌层和钢管基体相结合。


黄南Q235A镀锌管现货充足
镀锌管连接方式:螺纹,焊接
其一、滚槽方式连接
(一)滚槽焊缝开裂:
1.将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。
2.调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。湘潭大棚管,湖南大棚管
3.调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。
(二)滚槽钢管断裂:
1.将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。镀锌管,湖南大棚管
2.调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。
3.调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。
4.检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。
5.用游标卡尺检查钢管的沟槽是否规定。
(三)滚槽机滚压成型的沟槽应符合下列要求:
1.管端至沟槽段的表面应平整无凹凸、无滚痕。
2.沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。
3.在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。
其二、焊接式连接
1.镀锌钢管管口对接后不在一条直线和钢管存在斜口的问题,建议将钢管管头截掉一小段儿后再进行加工。
2.镀锌钢管管口对接后出现两支管口对接不严现象,导致焊口薄厚不均匀;以及钢管由于本身原因或运输磕碰,造成管口椭圆,建议将钢管管头截掉一小段儿后再进行加工。
3.镀锌钢管管口对接后,管口部位出现砂眼:
4.焊接时由于技术原因造成。
5.管口存在锌瘤,造成焊接困难和砂眼问题,对锌瘤过大、过多管进行简单的锌瘤去除处理。
 <黄南>鹏鑫钢铁
<黄南>鹏鑫钢铁
