



更新时间:2024-12-27 16:11:28 浏览次数:6 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 26000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMRLJ-3000 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3.5t |
| 质保时间 | 一年 |
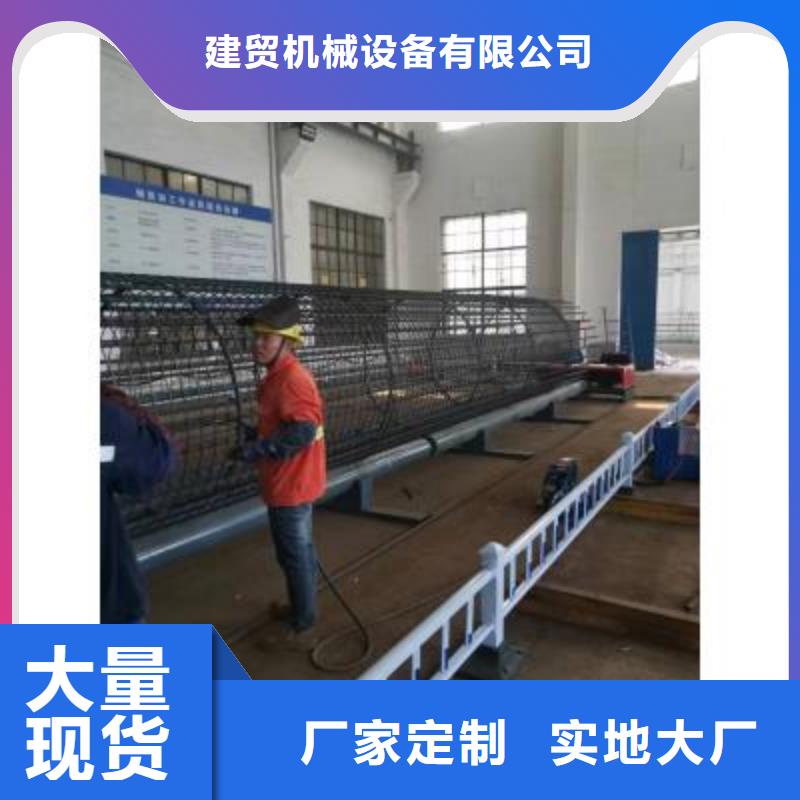
| 设备名称 | 钢筋笼绕筋机 |
| 型号 | JMRLJ3000型 |
| 加工范围 | 400-3000MM |
| 整机重量 | 3500KG |
| 安装尺寸 | 16*5M |




<南阳>建贸机械设备有限公司
实用新型南阳钢筋笼绕筋机JMRLJ3000型南阳钢筋笼绕筋机用于加工圆形的钢筋笼,长度可以达到30米以上,直径2.5米。钢筋笼周围为螺旋形焊接箍筋,箍筋间距可以由程序预先设定。本设备具有以下优点:(1) 设备只需1-2人操作;(2) 高质量:计算机控制系统可以确保纵向钢筋非常好地处在一条直线上;(3) 计算机控制系统可以控制螺旋筋间距,钢筋笼不会出现扭转现象。(4)设备自动化程度高,加工成型速度快,在同等条件下,机械制作是人工制作产量的3-4倍。加工成本大大降低,采用机械制作,减少2/3以上加工人员。气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。
 南阳钢筋笼地滚机多重优惠-建贸机械
南阳钢筋笼地滚机多重优惠-建贸机械
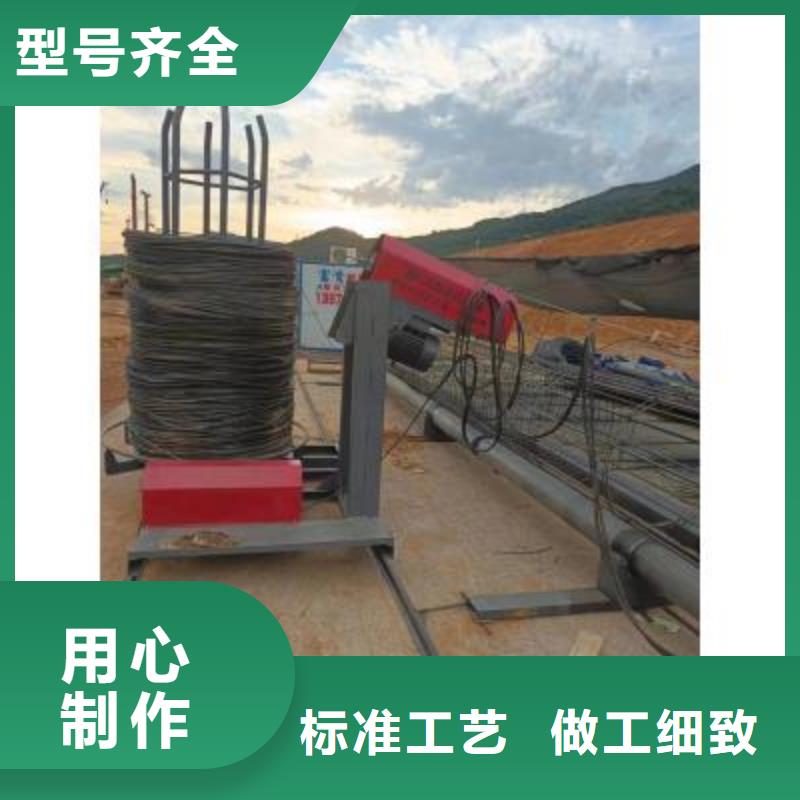
一、 工作原理:南阳钢筋笼绕筋机RLJ-3000,主机是采用摩擦传动原理----即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速进行,形成螺旋状绕筋,同时在缠绕过程中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产。 二、设备优势>> 速度快:待工状态2人可全程生产,正常工况3-6人可生产10-20多节钢筋笼;>> 质量稳定:机械化作业不受人为因素影响,质量稳定>> 生产规格多样:满足各类钢筋笼的生产要求,不受主筋和箍筋和数量、形式、型号、大小、长度等因素的影响>> 生产便捷:组合式设计的绕筋机,在安装、生产、搬运、等过程中都不用依赖起重设备,既能满足大批量的固定生产要求也能满足施工现场较分散的机动作业,灵活性强>> 功耗低:总功率不到10KW,同步工作时总功率不到5KW,节能且不影响总电容配比>> 流水线生产:施工不受各工序影响,不间断完成主筋箍筋焊接成型、绕筋过程施 焊等全部过程>> 采用螺纹连接技术可精准定位,帮助提高钢筋笼分解、安装速度。>> 零部件设计寿命长,备件更换简单快捷;

12米钢筋笼滚笼机 双筋钢筋笼缠绕机口碑好南阳钢筋笼绕筋机特点:1.速度快:待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。2.质量稳定:机械化作业不受人为因素影响,长时间工作可稳定质量不变。3.适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因设备功能而影响钢筋笼设计或不能上机生产。4.转运便捷:组合式设计使搬运、安装、生产等过程不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机动作业。5.流水线形式:独立施工不受各工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。6.采用螺纹连接技术可定位,帮助提高钢筋笼分解、安装速度。性能指标:钢筋笼直径:Φ600~1250mm;钢筋笼长度:12m;材料规格:主筋Φ12~40mm,箍筋Φ5~16mm盘筋直接作业焊接方式:自动/手动焊接任选操作人数:少2人设备功率:17KWH设备尺寸:总长度26米宽2米高2米设备重量:13吨/套间距范围:50-500mm12米钢筋笼滚笼机 双筋钢筋笼缠绕机口碑好工作原理PYGJL3000型钢筋笼成型机主机是采用传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全。

钢筋笼绕筋机2)拉筋系统
牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。
3)电极系统
气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。
2、焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。
1)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。
2)焊接控制主回路系统:
主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。