


我们的【MPP电力管】衬胶管道支持拿样视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
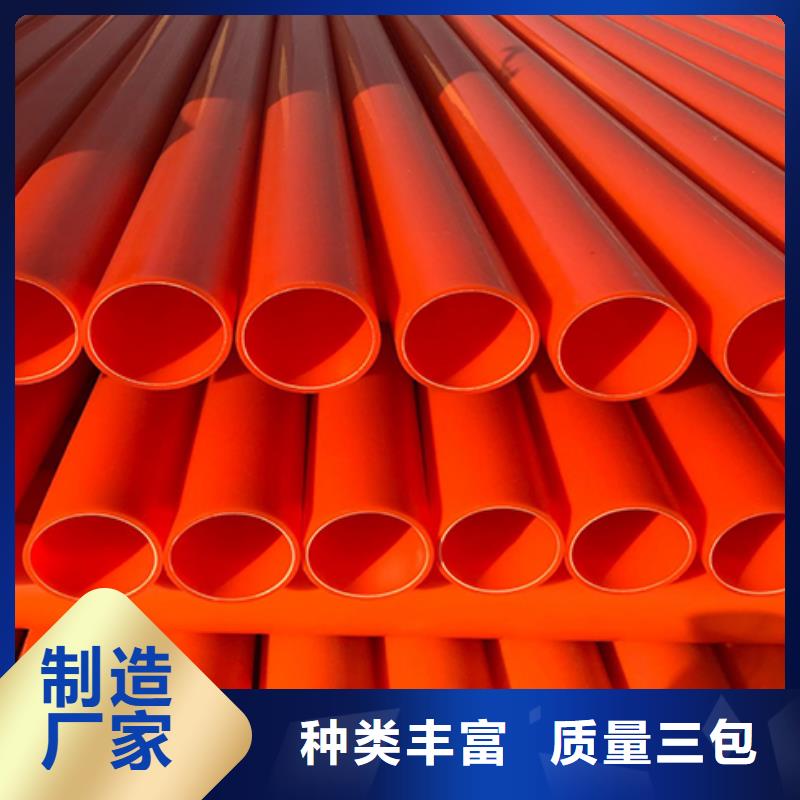
以下是:【MPP电力管】衬胶管道支持拿样的图文介绍

中雄管业有限公司多年来秉承“追求卓越,用心铸造好品质”的企业核心理念,与时俱进,推行品牌运营战略,使公司 安徽池州MPP电力管道产品有着优良的性价比以及快捷的服务特点,以“诚信为本、务实创新、强化管理、力创新高”的经营方针,打造充满活力和竞争力的企业,用务实的姿态与海内外客商精诚合作,携手共创美好明天。


2、MPP电力管端面铣平
(1)将机架后退到较后方,置入铣刀,先打开铣刀电源开关,然后合拢管材两端,并加以适当的应力,直到两端有连续的切屑出现后,(切屑厚度为0.5~10mm,通过调节铣刀片的高度可调节切屑厚度)略等片刻,再退开活动架,关闭铣刀电源;
(2)取出铣刀,合拢两端,检查两端对齐情况:管材两端的错位量不能超过壁厚的10%,通过调整管材直线度和松紧卡瓦予以改善;管材两端面间的间隙也不能超过0.3mm(de225mm)以下、0.5mm(de225mm~400mm),如不满足,应再次铣削,直到满足为止。
注:把管材焊接部分的氧化层铣切掉(较大切削厚度为0.5mm)。管的两端面正好平行(较大偏离为0.3mm)管端的偏心不能大于0.5mm。(注意:管端不能接触弄脏,而且要立刻焊接。)



MPP电力管道施工须知:
MPP电力管道管材运输、施工过程中严禁任意抛摔、撞击、刻划、曝晒。
MPP电力管道热熔对接时两管轴线要对准,端面切削要垂直平整。
MPP电力管道加工温度、时间、压力、视气候状况作相应调整。
MPP电力管道管材较小弯曲半径应≥75管外径。

