
我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让镀锌管厚壁无缝管一站式服务自己向您展示它的卓越品质和出色性能。
以下是:镀锌管厚壁无缝管一站式服务的图文介绍
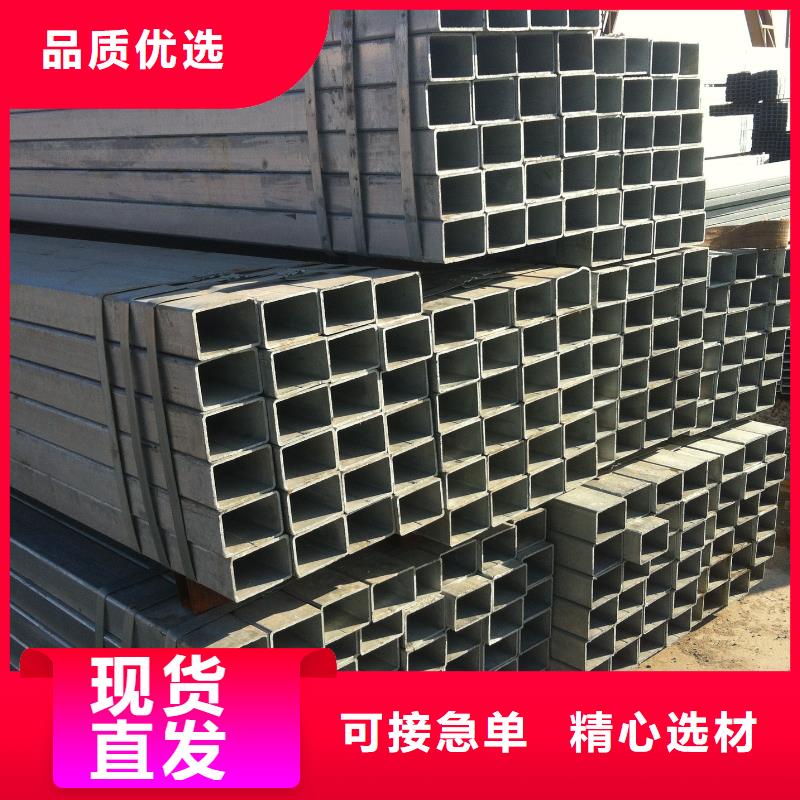
热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。


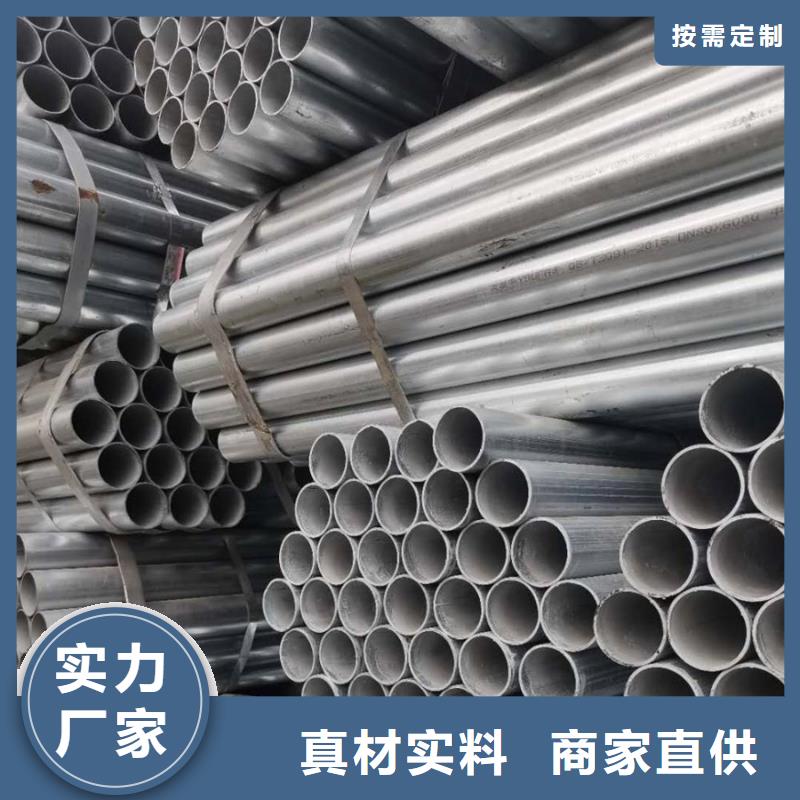
镀锌钢管原材料冷拔后残余地应力残留,残余地应力对管道的晶间腐蚀开裂非常不利。各级冷拔使原材料的抗晶间腐蚀开裂能力显着提高。冷拔的水平也会对马氏体不锈钢板的耐热性造成不良危害。一般工作温度越高或断裂使用寿命越高,冷拔等级越低。从以上推荐可以看出,为了获得符合标准的合金成分,镀锌钢管的热处理工艺非常方便。 光亮淬火炉制冷工段的机械设备调整要求很高。 因此镀锌管现阶段的优良光亮淬火炉其制冷段一般采用强对流制冷,并设置三个制冷段,可独立调节排风量。沿杂带总宽度分为三部分。 镀锌钢管在冲刷中断时要求使用清洗有机溶剂,并要求采用适当的清洗液涂抹方法。将定量分析的放射性清洗液放入放射性装置的排放罐中,盖上盖子,先打开N2,然后打开精炼罐下方的电源开关。



受原材料影响,市场价格波动较大。 镀锌方管厂分析指出,海外矿业巨头的新增产量远非中国市场能够消化的。 加之我国需求增速有所回落,所以后期在越来越多的铁矿石供需过剩的严峻压力下,尤其是矿业巨头排挤中小矿企业后, 相互之间的价格竞争也会对铁矿石市场形成很大的负面压力,矿价下行压力依然存在。 在需求释放暂时没有好转的情况下,看空心理较强,更多选择降低出货价格。 预计今日镀锌管主流趋势将继续下行调整。 三个月以来 ,市场对经济前景充满担忧。 上半年增长指标仍落后于地方政府年初制定的增长目标,部分省份甚至远远落后。 受经济下行的影响,的需求增长也将放缓。 从季节上看,应该是收获季节,也是钢市历史上传统的消费旺季; 由于气候适宜,户外工程、工业制造等主流钢铁行业将进入 生产期。 理论上,可以积极有效地刺激钢材需求的集中释放。


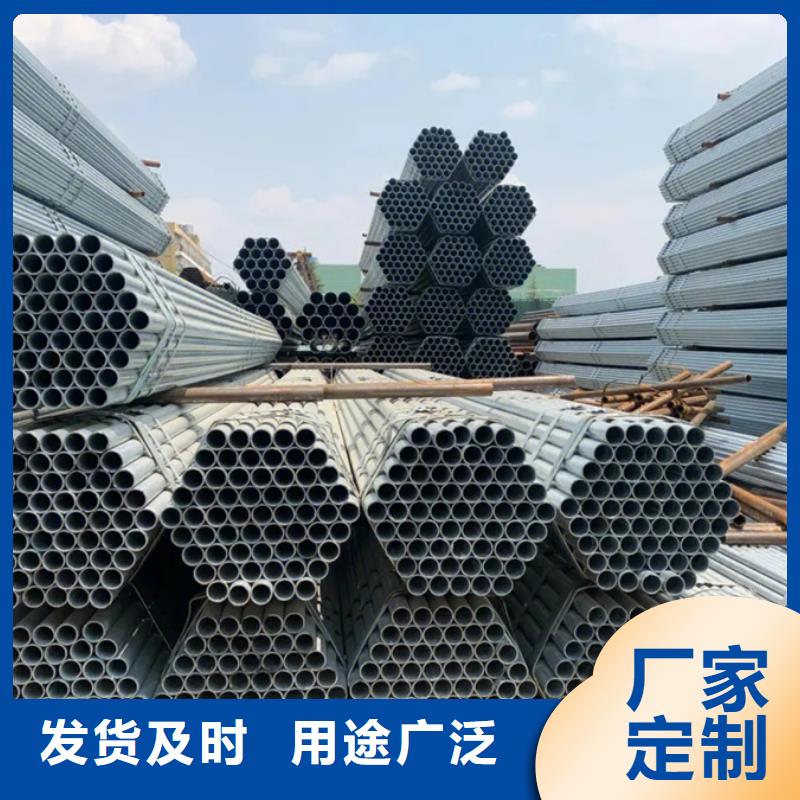
Q355B镀锌管在切割成单根钢管后,每批三个钢管头都要经过严格的首检制度,检查焊缝的力学性能、化学成分、熔合情况、钢管表面质量和无损检测,以确保 制管工艺合格。 正式投产。 对焊缝上具有连续声波探伤标记的零件进行人工超声波和X射线复查。 如果确实存在缺陷,则在修复后,将再次进行无损检测,直至确认缺陷已消除。 带材对接焊缝和与螺旋焊缝相交的T形接头处的管材均采用X射线电视或胶片检查。 每根钢管都经过水压试验,压力径向密封。 试验压力和时间由钢管水压微机检测装置严格控制。 华尔钢Q355B镀锌管手工电弧焊向上焊是我国以往低压蒸汽管道施工现场的关键焊接方法。 很大,焊接效率有高有低。 手工电弧焊的向下焊接是1980年代从国外引进的焊接技术。其特点是支管间隙小,整个焊接过程采用大电流、双层、快速焊接的操作步骤,适用于流水线作业。由于每层焊接层的厚度都比较薄,可以根据后焊层对前焊层的热处理工艺效果来提高环焊缝的延展性。手工电弧焊方法灵活简单,适应性强。



内蒙古苏沪金属制品有限公司凭借其在 09CuPCrNiA工字钢行业中的优势加之良好的服务信誉,公司一直保持着高速、稳定的发展、经营态势。“严谨,高效,热情”是我们的工作态度。品质生活,源于我们,公司愿与客户一起共创美好生活!