以下是:止水紫铜片今日价格的产品参数
| 产品参数 |
|---|
| 产品价格 | 批发/个 |
|---|
| 发货期限 | 1 |
|---|
| 供货总量 | 666 |
|---|
| 运费说明 | 面议 |
|---|
以下是:止水紫铜片今日价格的图文视频
在辽宁省抚顺市采买止水紫铜片今日价格到兴泰工程材料有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:张经理-15318168555,QQ:2028098034,地址:《莱芜高新区发货到辽宁省 抚顺市 新抚区、东洲区、望花区、顺城区》。 辽宁省,抚顺市 抚顺市,别称“煤都”,辽宁省辖地级市,位于辽宁东部,东与吉林省接壤,西接沈阳,北与铁岭毗邻,南与本溪相望,地处长白山余脉,市区位于浑河冲积平原上,三面环山;呈东南高、西北低之势,位于中温带,属温带大陆性季风气候,总面积11271.03平方千米。截至2022年10月,全市下辖4个区、3个县。截至2022年底,全市常住人口178.6万人。
想要了解止水紫铜片今日价格产品的魅力?视频为你揭晓答案!
以下是:止水紫铜片今日价格的图文介绍


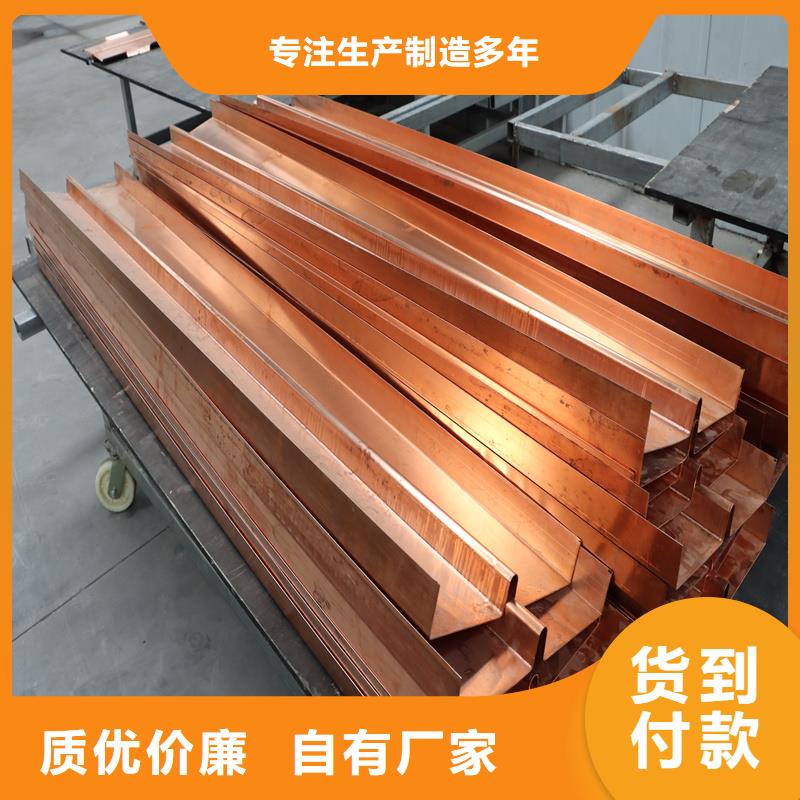
设定止水铜片的部位并不是一个一次性现浇混凝土构架,辽宁抚顺铜止水必须独立混凝土浇筑,由于这种位置都是有一定的差别,未作解决的水源源不绝渗透到房间内,因此 它是必须应用止水铜片,以实现封口的目地。铜止水 次之,设定几个止水铜片难题,针对低坝和50m下列中坝能够 只选用一道底端防水。中坝及100m下列高坝宜设定底,顶端两条防水。100m之上的高坝宜采用底,顶端两条防水,或底,中,顶端三道防水。 第三,不一样坝高的压性竖直缝均应选用硬平缝构造,只需选用一道底端防水。缝的一侧缝面该涂沥清保湿乳液等防粘合剂。止水铜片下应设定PVC垫圈并粘接在混合砂浆垫座上。止水铜片两边底角应设定沥清止浆条。高坝张性竖直缝宜选用底,顶端两条防水,中,低坝可只选用一道底防水,其构造同压性缝。 第四,在止水铜片的固定不动时,应尽可能确保止水铜片与变形缝的中心线相匹配,避免挪动,而且二块止水铜片必须 电焊时,电焊焊接必须 不断检测,防止出现焊接,为了更好地确保激光焊接品质,可选用双面焊。 第五,拐角处的止水铜片解决难题必须 挑选适当的止水铜片连接头, 是采用一次性成形铜防水连接头。



水工建筑物接缝止水带型式多样,选择铜止水带型式和尺寸可从以下因素予以考虑: 辽宁抚顺铜止水1.由接缝变位及缝内水压力引起的 可能应力应小于材料的设计强度。设计强度的取值应 考虑尺寸效应、蠕变等因素的影响。 2.在水压力和接缝位移作用应下,止水带应不发生绕渗或尽量避免发生绕渗。 3.应考虑水质对止水带侵蚀的影响。 4.应考虑制造工艺和施工的影响,钢筋混凝土结构中的止水带应考虑钢筋布置的影响。 5.如何选择定型产品: a.施工缝可采用平板型止水带。变形缝的止水带可伸展长度应大于接缝位移矢径长。止水带 的翼板长度和是否采用复合型止水带,应根据抗绕渗要求确定。 b.当运行期环境温度较低时,不宜选用PVC止水带。当止水带在运行期暴露于大气、阳光下 是,应选用抗老化性能强的合成橡胶止水带、铜、或不锈钢止水带。采用多道止水带止水有 抗震要求时,宜选用不同材质的止水带。 c.开敞型止水带的开口朝向宜考虑结构受力和施工影响。 d.止水带接头的位置应避开接缝剪切位移大的部位。 e.止水带离混凝土表面的距离宜为200mm--500mm,特殊情况下可适当减少。 f.止水带埋入基岩内的深度可为300mm--500mm,必要时可抽锚筋。止水带距基岩槽壁不得小 于100mm。


兴泰工程材料有限公司拥有 辽宁抚顺T2M止水铜片销售人员和技术人才,更好的为广大用户适合自己企业的 辽宁抚顺T2M止水铜片产品,同时让用户体验无后顾之忧的服务,历经十年,我们已经成为百余家企业单位的合作伙伴。
让客户放心满意是我们的服务宗旨, 以“诚信守法、注重绩效、不断变革”为企业价值观,我们正努力实践“为顾客创造价值,为员工谋求发展,为社会承担责任”的经营理念,致力于打造辽宁抚顺可靠的 辽宁抚顺T2M止水铜片供应商。




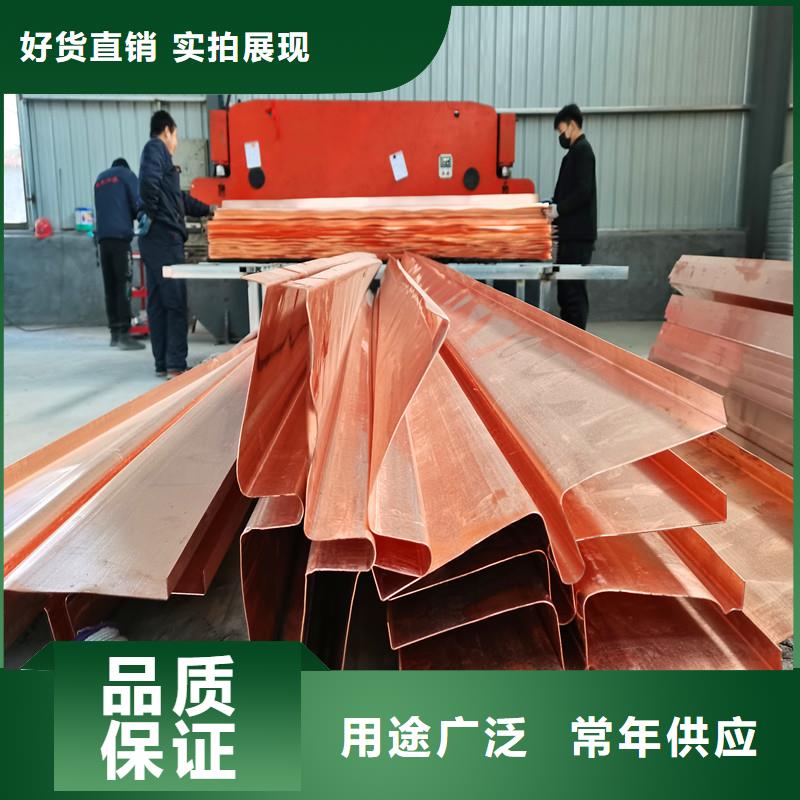
铜止水片(是由紫铜或纯铜生产加工而成),辽宁抚顺铜止水因而铜止水片的电焊焊接应以紫铜焊接检验标准。铜止水片电焊焊接宜选用气割或氩弧焊机,这儿详细介绍气割的操作流程及其常见问题。 气割是用O2与乙炔气体造成高溫,熔融焊丝与焊接件的金属材料疑固后产生焊接的焊接工艺。 其具体步骤办法是:关掉焊把电源开关,将乙炔气体及O2开启,打火渐渐地开启焊把电源开关引燃焊嘴,将焊丝依据必须 放到被焊物件上,再慢慢调准焊嘴的火焰高低,应用火焰溶化焊丝与焊接件的合金凝结后产生-条焊接。 需运用衔接焊的方式 ,其钢筋搭接尺寸不能低于40mm,与此同时为得到高宽比和总宽匀称的焊接,钢筋搭接焊可选用左焊接方法,即焊炬从右往左边挪动的方式 。气割的操作过程方式 包含氧气乙炔焰的引燃.调整和灭掉.起焊.电焊焊接全过程中焊炬和焊丝的健身运动.连接头和结尾的使用要点。 1.火苗的引燃 焊炬的握法,应左手拿焊炬,将食指和无名指坐落于氧e调节阀处,与此同时大拇指还能够电源开关.调整乙炔气体调节阀门,随时随地调整汽体的总流量。引燃火苗时,先要稍稍打开氧s气调节阀门,随后再开乙炔气体调节阀门,二种汽体在焊炬内混和后,从焊嘴喷出来,这时将焊嘴挨近明火就可以引燃。打火时,拿明火的手不必正对接焊嘴,也不能将焊嘴偏向别人或易燃物,防止出现事故。(留意)一开始打火时,很有可能发生持续”放鞭炮"声,缘故是乙炔气体不纯,需释放不良的乙炔气体再次打火。有时候发生不容易打火的状况,大部分状况是氢开得过大而致,这时候应将氧e调节阀调小。


今年在辽宁省抚顺市购买止水紫铜片今日价格有了新选择,兴泰工程材料有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的止水紫铜片今日价格产品。如需购买或咨询,请随时联系我们,联系人:张经理-15318168555,QQ:2028098034,地址:高新区。