服务热线:0527-88266888
联系我们

更新时间:2024-12-27 18:13:47 浏览次数:5 公司名称: 宏钜天成钢管有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3000/吨 |
| 发货期限 | 现货直发 |
| 供货总量 | 3000吨 |
| 运费说明 | 卖家负责 |



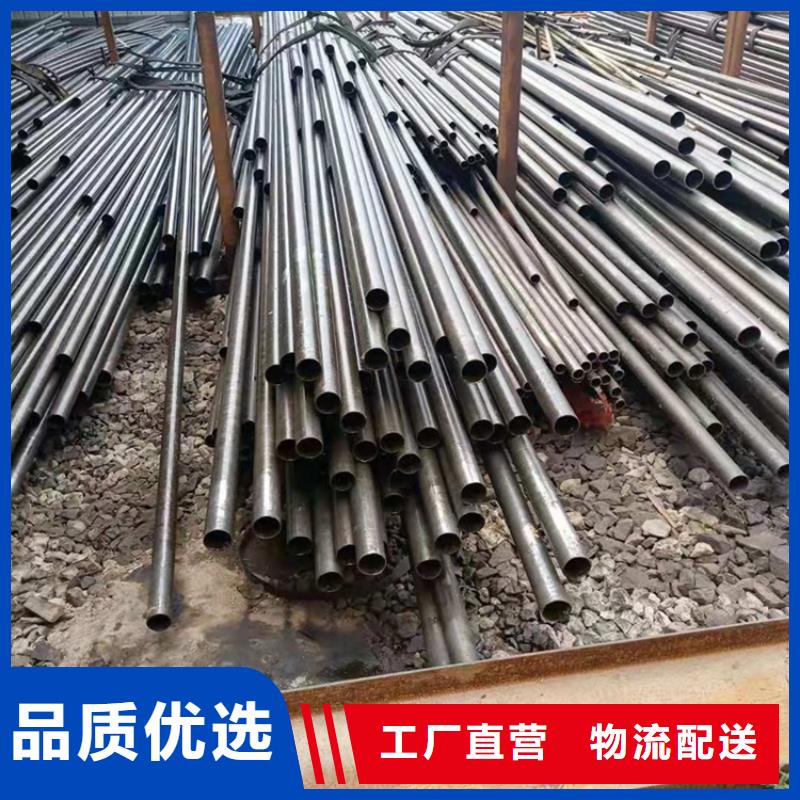



无氧退火精密光亮无缝钢管
1、GB/T17395-1998无缝钢管尺寸、外形、重量及允许偏差
2、GB/T8162-1999结构用无缝钢管
3、GB/T14975-2002结构用不锈钢无缝钢管
4、GB/T8163-1999流体输送用无缝钢管
5、GB/T14976-2002流体输送用不锈钢无缝钢管
6、GB/T3090-2000不锈钢小直径钢管
7、GB/T3089-1982不锈耐酸钢级薄壁无缝钢管
8、GB/T3639-2000冷拔或冷轧精密无缝钢管
9、GB/T3094-2000冷拔无缝异型钢管
10、YB/T5035-1993汽车半轴套管用无缝钢管
11、GB/T5312-1999冷拔船舶用碳钢和碳锰钢无缝钢管
12、GB/T3093-2002柴油机用高压无缝钢管
13、GB/T8713-1988液压和气动缸管用精密内径无缝钢管
14、GB3087-1999低中压锅炉无缝钢管
15、GB5310-1995高压锅炉用无缝钢管
16、GB13296-1991锅炉热交换器用不锈无缝钢管
17、GB6479-2002化肥设备用高压无缝钢管
18、GB9948-1988石油裂化用无缝钢管
19、YB/T5052-1993金刚石岩心钻探用无缝钢管
20、GB/T17396-1998液压支柱用热轧无缝钢管
无氧退火精密光亮无缝钢管
精密光亮管的标准:
1、精密光亮管的标准:
GB/T3639-2009,另外可能也还有应用GB/T8162-2008结构用精密钢管的。
2、精密光亮管的标准:
DIN2391, EN10305-1,EN10305-4 ASTM A519。
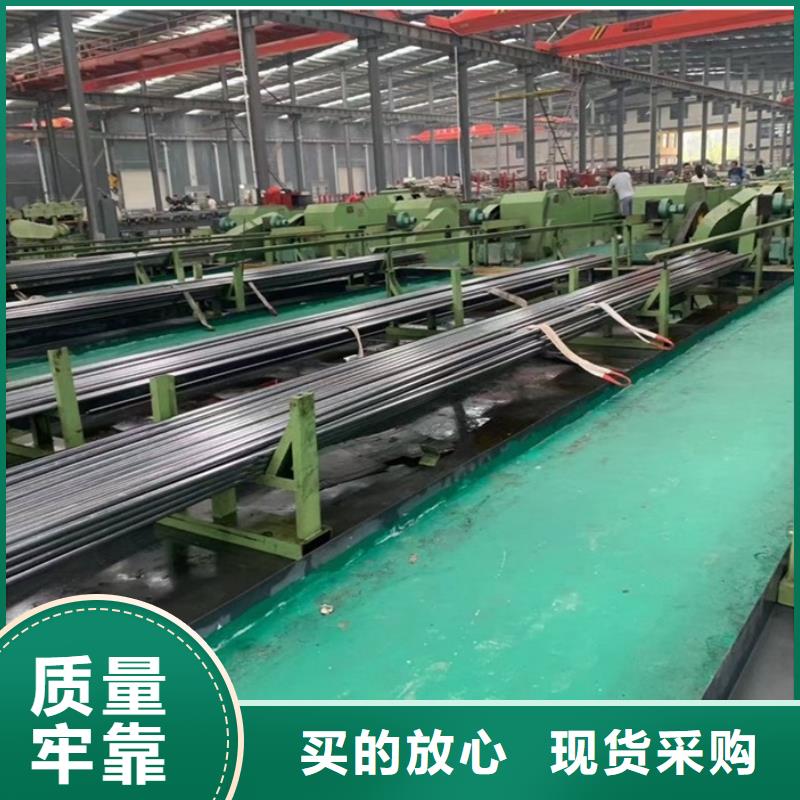
精密光亮管的生产工艺:
1、毛管
毛管壁厚要均匀,内外表面缺陷少,要配置外表面抛光及内孔缺陷清理设备。
2、复检
与普通冷拔钢管相比,精密光亮管生产增加了热轧毛管酸洗复检工序,主要是要保证毛管外表面无折叠、裂纹等缺陷,排除掉内表面存在折叠、严重划线、麻面等缺陷的毛管。
3、退火
退火在所有的冷拔管生产中是非常重要的工序,退火质量的好坏既影响钢管的性能也影响氧化铁皮的。冷拔精密钢管需要配置无氧化光亮退火炉设备。
精密光亮管尺寸允许偏差:
精密光亮管尺寸及允许偏差:精密光亮管一般规格为10*1-203*25,国标要求公差范围:
偏差等级 标准化外径允许偏差
D1 ±1.5%,小±0.75 mm
D2 ±1.0%。小±0.50 mm
D3 ±0.75%.小±0.30 mm
D4 ±0.50%。小±0.10 mm
无氧退火精密光亮无缝钢管
20#精密钢管的同心度如何控制
20#精密钢管如果同心度控制不好,客户在使用过程中会出现加工不起来的现象,造成浪费。 一般20#精密钢管的同心度和壁厚有很大关系。
相对来说,壁厚越厚,同心度的控制难度越大。壁厚10mm 以上的20#精密钢管一般同心度要达到正负1mm .客户在采购过程中需要注意这个问题。
壁厚越厚,同心度越难控制,这是因为原材料管坯的壁厚就会偏壁,所以冷轧出来后,还是会偏壁。
一般壁厚3-6mm 之间的20#精密钢管,同心度可以达到正负0.1mm . 这是大部分客户可以接受的范围。
无氧退火精密光亮无缝钢管
我国GB的标准钢号是40Cr、德国DIN标准材料编号1.17035/1.7045、德国DIN标准钢号41Cr4/42Gr4、英国EN标准钢号18、英国BS标准钢号41Cr4、法国AFNOR标准钢号42C4、法国NF标准钢号38Cr4/41Cr4、意大利UNI标准钢号41Cr4、比利时NBN标准钢号42Cr4、瑞典SS标准钢号2245、美国AISI/SAE/ASTM标准钢号5140、日本JIS标准钢号SCr440(H)/SCr440、美国AISI/SAE/ASTM标准钢号5140、国际标准化组织ISO标准钢号41Cr4。这种钢经调质后用于制造承受中等负荷及中等速度工作的机械零件,如汽车的转向节、后半轴以及机床上的齿轮、轴、蜗杆、花键轴、 套等;经淬火及中温回火后用于制造承受高负荷、冲击及中等速度工作的零件,如齿轮、主轴、油泵转子、滑块、套环等;经淬火及低温回火后用于制造承受重负荷、低冲击及具有耐磨性、截面上实体厚度在25mm以下的零件,如蜗杆、主轴、轴、套环等;经调质并高频表面淬火后用于制造具有高的表面硬度及耐磨性而无很大冲击的零件,如齿轮、套筒、轴、主轴、曲轴、心轴、销子、连杆、 螺钉、螺帽、进气阀等。此外,这种钢又适于制造进行碳氮共渗处理的各种传动零件,如直径较大和低温韧性好的齿轮和轴。40Cr精密钢管属于可氮化钢,其所含元素有利于氮化。40Cr经氮化处理后可获得较高的表面硬度,40Cr调质后氮化处理硬度 能达到HRA72~78,即HRC43~55。
40cr精密钢管氮化工件工艺路线:锻造-退火-粗加工-调质-精加工-除应力-粗磨-氮化-精磨或研磨。由于氮化层薄,并且较脆,因此要求有较高强度的心部组织,所以要先进行调质热处理,获得回火索氏体,提高心部机械性能和氮化层质量。软氮化是活性氮化比较常用的是气体氮化。


