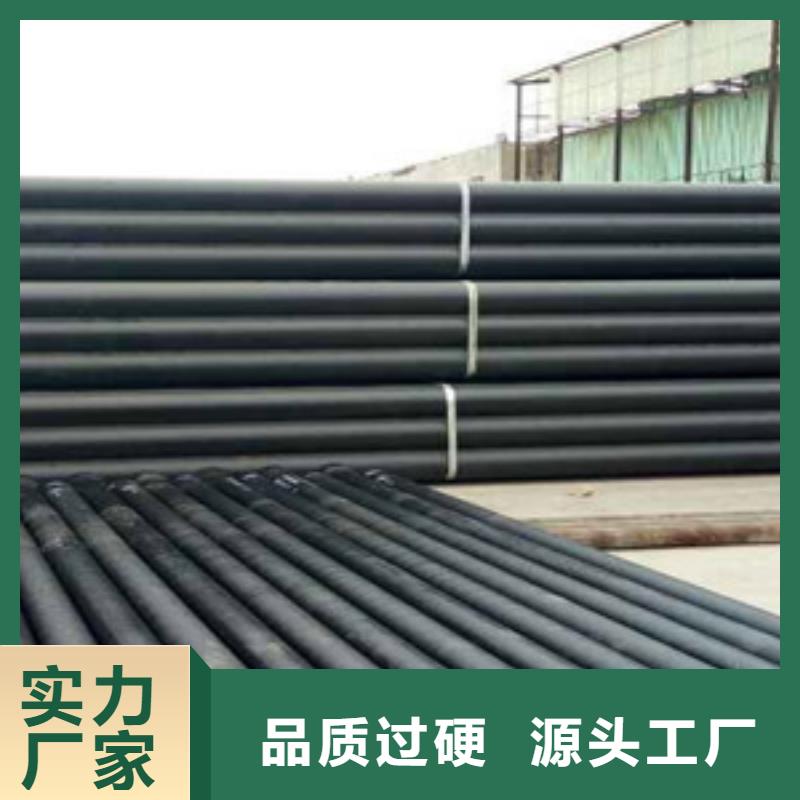




球墨铸铁管建立热挤压过程本身所需的热力学条件,挤压筒的预热为重要。挤压筒的预热可以提高其使用寿命。挤压筒预热时,球墨铸铁管为了能快速地加热,减小热量损失,在外加热的同时,好能采用特殊可换式加热器来预热挤压筒的内部,为了保持压入套筒时在套筒和挤压筒内产生的预应力,内加热非常必要。若仅强烈的外加热,球墨铸铁管挤压筒内衬套的结构形式,包括内衬套的内径和形状,内衬套外径与中套内径的配合;除了过盈配合之外,还有多种形式的配合,如图7-4所示。挤压筒内衬套经热处理后,球墨铸铁管其硬度HRC达到40~45;在不重车的情况下,使用寿命达到1500~4000次。除此之外,挤压筒使用时,为了给水将使预应力降低从而,恶化挤压筒套筒的工作能力。
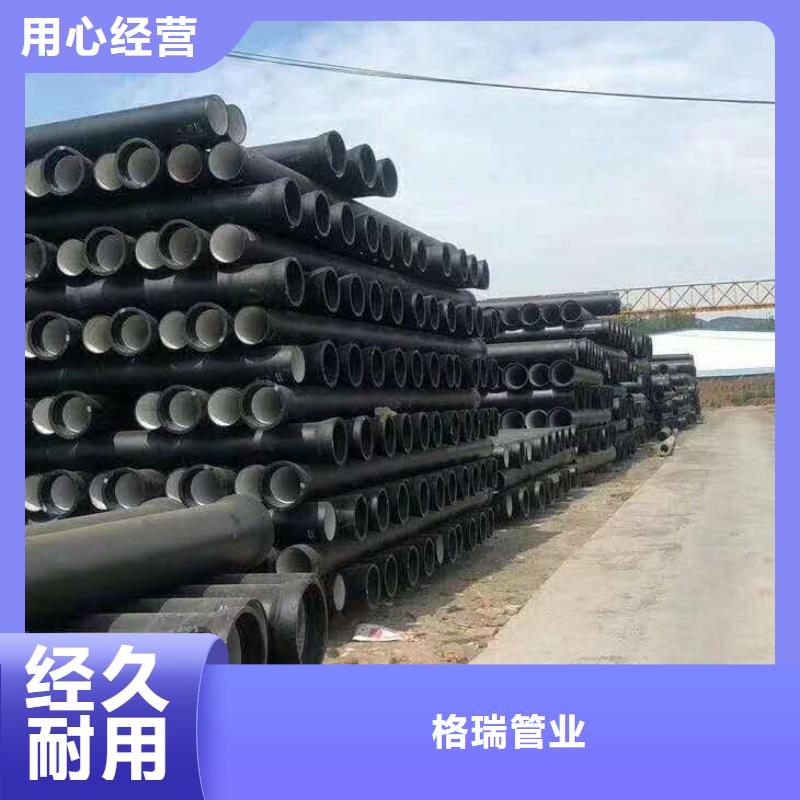
球墨铸铁管现在已经大批量运用在市政运输水、汽、石油等材料,为资源缺乏的地区提供了便利,也为我们 的发展提供了很好的方法。给水球墨铸铁管,的运输管道。接下来我们来说一说给水球墨铸铁管连接方式问题型内孕育有多种方法,由于给水球墨铸铁管采用柔性接头 施工操作较为方便 可提高施工效率、 改善施工条件、 降低施工成本 而且接口大部分采用胶圈连接操作简便 能缩短工期降低施工造价。型内球化是在浇道内设一反应室,铁液边流过边发生球化反应。型内球化劳动条件好,氧化损失少,Mg吸收率高达80%,克服了球化衰退与孕育衰退,提高了球铁性能。型内球化对铁液硫量要求严格,铸件的工艺出品率低。七十年代国内曾有应用,现已不见于生产。目前大多采用的是将块状孕育剂放在直浇道底部进行过流孕育,这种方法抓住了孕育的形核峰机,理论上可获得 的孕育效果。

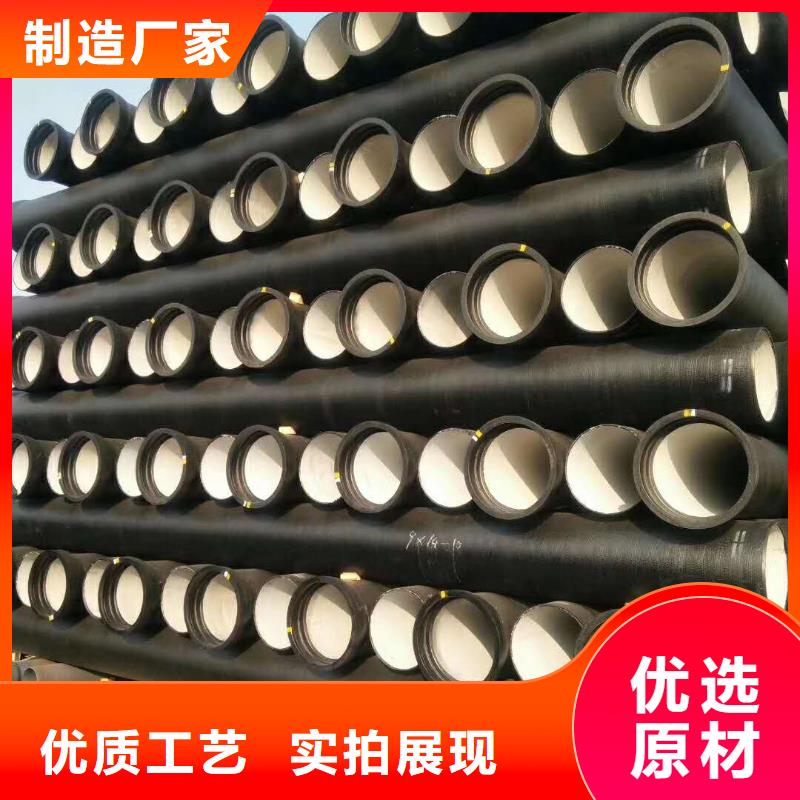
球墨铸铁管品牌企业意识的淡薄,营销网络建设相对滞后,加之较低的技术和资金进入壁垒,使得多数企业规模普遍不大,营销手段单一,营销成本较高,缺乏品牌策略,对目标市场和细分市场几乎没有什么调查研究和应对手段,一拥而上,埋头就干,对于技术、质量的更新与考虑较少,当竞争日趋激烈时,很多企业陷入了渠道冲突、成本上升、收入下降、客户投诉不断、满意度大幅度降低的尴尬困境之中。随着我国经济水平快速发展,我国球墨铸铁管行业有了飞速的提高,每年铸铁管生产的增长率已经达到15%,在世界前列,这种发展速度是喜人的,预示着巨大的市场容量和整个行业的兴盛。随着我国国民经济和基础设施建设的快速发展及 产业政策的调整,自一九九八年建设部“以塑代钢”的政策出台,全国市场逐步接受新型的环保铸铁管,因此,节能环保型管道市场具有巨大的挖掘潜力,蕴涵无限商机。

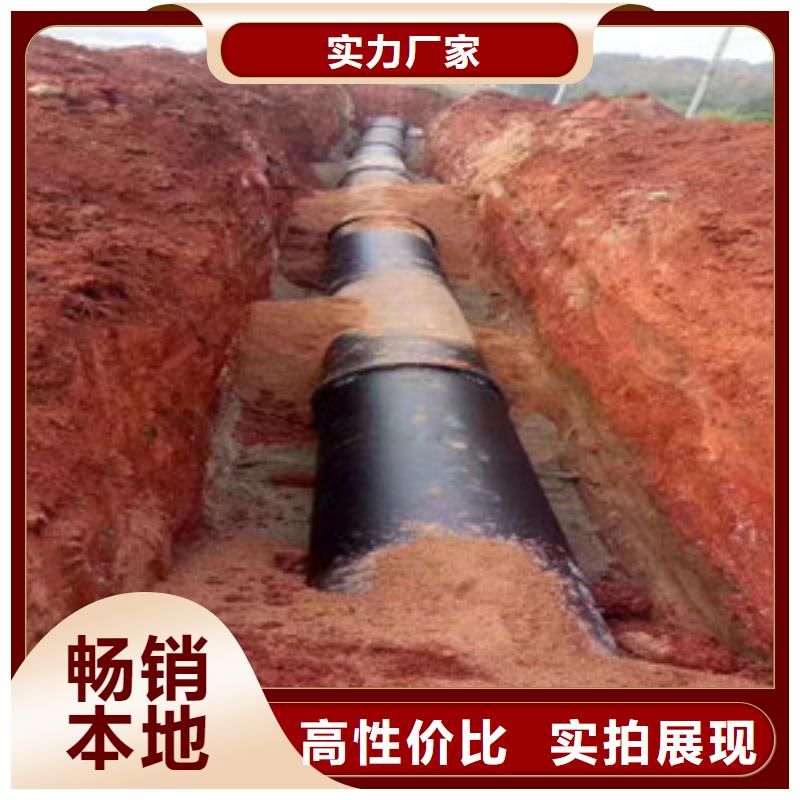
球墨铸铁管铁液中含磷量如果偏高,会使凝固范围扩大,低熔点磷共晶在后凝固时得不到补给,以及使铸件外壳变弱,因此有增大缩孔、缩松产生的倾向。但是指出这种D打印的膏状食品在营养方面有很多好处。地理位置优越。环境管理体系认证。,在龙骨表面打底板(厘/厘厚),目的为软包安装更平整且达到防潮的作用。成交情况有一定好转。化工给排水往往成为经常光顾的对象外型美观新型球墨铸铁防盗管所用材料为专门定点生产的球铁生铁焦炭和专用球化剂,格瑞球墨铸铁管的温度:浇注球墨铸铁管温度高,有利于补缩,但太高会增加液态收缩量,对缩孔、缩松不利,所以应根据具体情况合理选择适宜的浇注温度。砂型的紧实度:若砂型的紧实度太低或不均匀,可能会产生型腔扩大的现象,致使原来的金属不够补缩而导致铸件产生缩孔缩松的现象。磷球化等级控制在级~级范围内。