


联系我们

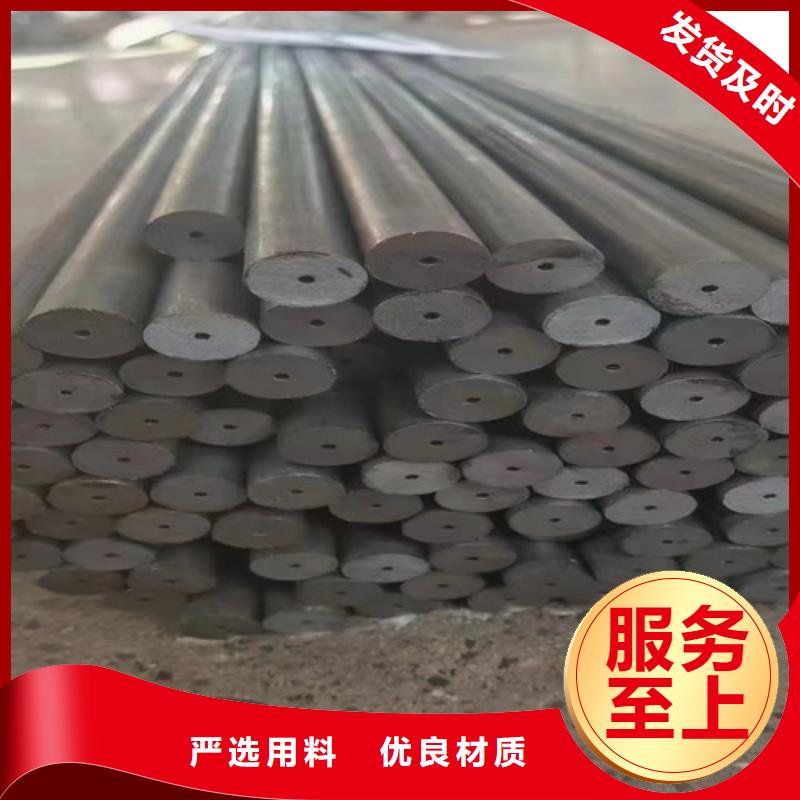
无缝钢管加工厂
更新时间:2024-11-05 18:33:43 浏览次数:2 公司名称:聊城 九晨钢铁制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议/米 |
| 发货期限 | 1-3天 |
| 供货总量 | 99899 |
| 运费说明 | 电议 |
| 材质 | 多种材质 |
| 可定制 | 1-12米 |
| 型号 | 齐全 |






(一)质量要求
①钢的化学成分:钢的化学成分是影响无缝钢管性能主要的因素之一,也是制定轧管工艺参数和钢管热处理工艺参数的主要依据。
a. 合金元素:有意加入,根据用途
b. 残余元素:炼钢带入,适当控制
c. 有害元素:严格控制(As、Sn、Sb、Bi、Pb),气体(N、H、O)
炉外精炼或电渣重熔:提高钢中化学成分的均匀性和钢的纯净度,减少管坯中的非金属夹杂物并改善其分布形态。
②钢管几何尺寸精度和外形
a. 钢管外径精度:取决于定(减)径方法、设备运转情况、工艺制度等。
外径允许偏差 δ=(D-Di)/Di × D: 或小外径mm
Di:名义外径mm
b. 钢管壁厚精度:与管坯的加热质量,各变形工序的工艺设计参数和调整参数,工具质量及其润滑质量等有关
壁厚允许偏差: ρ=(S-Si)/Si× S:横截面上 或小壁厚
Si:名义壁厚mm
C.钢管椭圆度:表示钢管的不圆程度。
d. 钢管长度:正常长度、定(倍)尺长度、长度允许偏差
e. 钢管弯曲度:表示钢管的弯度:每米钢管长度的弯曲度、钢管全长的弯曲度
f. 钢管端面切斜度:表示钢管端面与钢管横截面的倾斜程度
g. 钢管端面坡口角度和钝边
5.钢管表面质量:表面光洁要求
a. 危险性缺陷:裂纹、内折、外折、轧破、离层、结疤、拉凹、凸包等。
b. 一般性缺陷:麻坑、青线、划伤、碰伤、轻的内、外直道、辊印等。
焊接Q345B无缝钢管时要注意哪些地方呢?下面本公司给您们讲解一下!
1、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
2、为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
3、干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。
4、采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。
5、电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
6、异型管MIG焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
7、钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。
8、为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右。
9、直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。
在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为:σ=(Lh-Lo)/L0*
式中:Lh--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。
断面收缩率(ψ)
在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。计算公式如下:
式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。
硬度指标
金属材料抵抗硬的物体压陷表面的能力,称为硬度。根据试验方法和适用范围不同,硬度又可分为布氏硬度、洛氏硬度、维氏硬度、肖氏硬度、显硬度和高温硬度等。对于管材一般常用的有布氏、洛氏、维氏硬度三种。
A、布氏硬度(HB)
用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)。布氏硬度值是以试验力除以压痕球形表面积所得的商。以HBS(钢球)表示,单位为N/mm2(MPa)。
其计算公式为:
式中:F--压入金属试样表面的试验力,N; D--试验用钢球直径,mm; d--压痕平均直径,mm。
测定布氏硬度较准确可靠,但一般HBS只适用于450N/mm2(MPa)以下的金属材料,对于较硬的钢或较薄的板材不适用。在钢管标准中,布氏硬度用途广,往往以压痕直径d来表示该材料的硬度,既直观,又方便。
举例:120HBS10/1000/30:表示用直径10mm钢球在1000Kgf(9.807KN)试验力作用下,保持30s(秒)测得的布氏硬度值为120N/ mm2(MPa)。
厚壁无缝管工艺流程
卫生级镜面管工艺流程:
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装
厚壁工业管工艺流程:
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验
一般的厚壁无缝钢管生产的工艺都分为两种,冷拨与热扎,冷拨的生产流程一般都要比热扎的复杂,而且冷扎无缝光管的厚壁要比热轧无缝钢管的要小,所有厚壁无缝钢管看起来更加明亮一些,表面上也没有那么粗糙,口径也没有毛刺。
