




产品型号 GB4240
切削范围 400×400×400
锯带规格 3505×34×1.1
锯带线速 27、45、69
工作夹紧方式 液压
主电机功率 2.2
液压电机功率 0.42
冷却泵功率 0.04
外形尺寸 2200*1100*1500
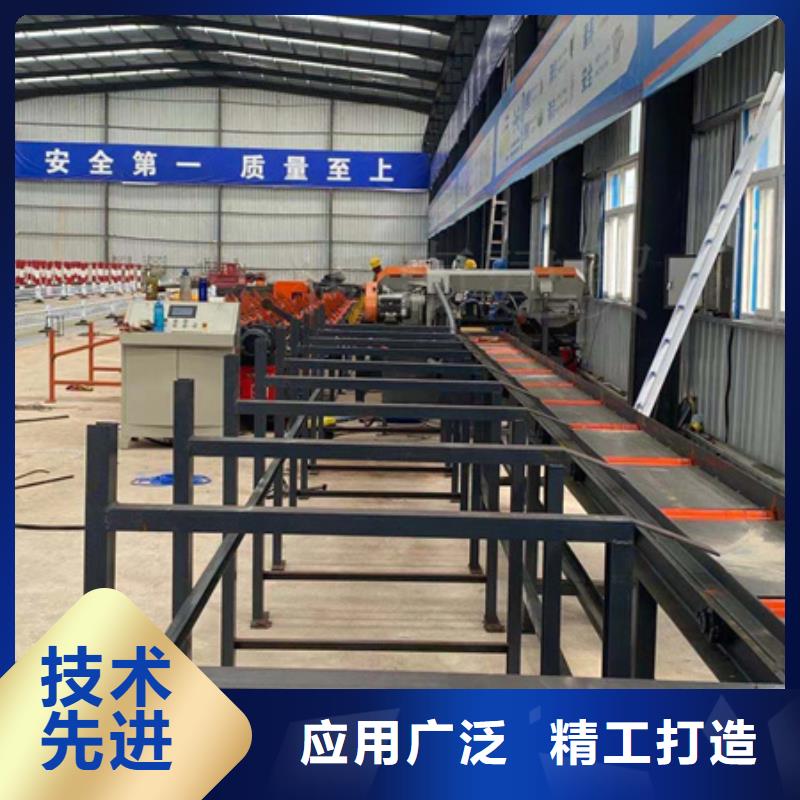
1.双立柱结构锯架导向采用一圆一方导轨保证导向精度锯削稳定可靠.
2.锯床传到机构精密平衡校正减少振动确保锯带不易断齿、拉齿.
3.机械动力清屑装置有效清理锯齿间铁屑保护延长锯带使用寿命.
机床的主要特征:
1、机床通过机械、电气、液压的配合,自动进刀、切割完毕锯架自动快速上升(即退刀)的功能。
2、进给速度,在给定的范围内,可进行无级调 整 。
3、锯切材料时锯条从夹 紧 虎钳中间经过,虎钳夹 紧 材料,防止锯切短料时不稳抖动造成拉齿。
3、由于其切削刀具 ,采用进口的、薄片的双金属带锯条,因此,切口窄,耗材少,所需动力小,是中小型企、事业单位切割大型钢胚、一种具有显节材又节能的切割刀 具 。
4、结构布局合理,使用维 修 方便,是中、小型材料锯切节能的理想设备。
一侧(多是外侧)受到损伤。1.锯床原因:由于液压系统出现泄漏、调速阀失控等原因造成锯架不能够平稳下降,出现锯带抖动切削,造成了锯斜。再有,如果锯床两个导向臂间距过大、锯带张力不够、导向块有磨损及锯带夹装不好,都会直接影响到锯切质量,进而延伸出现锯斜。2.操作原因:我们重点讲一下因操作不良导致的锯斜。因操作造成锯斜的比例约占90%以上,典型的表现是:安装上新的锯带,不做任何检查、调整,更不进行新带的初期磨合,便使用了高速切削。由于切削进给量比较大,锯齿处在极限的切削状态,在这种情况下,由于新锯带齿刃十分。

频率50Hz
机床(抬起)外形尺寸(长*宽*高)2660*2385*2370mm
机床净重2200kg
箱体尺寸长*宽*高)2940*2580*2000mm
毛重3200kg
性能闪光点:1.自动控制系统设定锯切全过程的自动程序,亦可选用手动操作。2.设备操作状态,参数设定,操作指示,操作极为简单且效率高。
1.底座
是采用了箱形结构钢板焊接而成的。在底座中含有电气按钮控制箱、电气配电板箱、液压油箱、液压泵站以及液压管路等。
2.床身
是采用了铸铁件一般是固定在底座上则中间是夹料虎钳和手动送料机构此外还有工作台等。
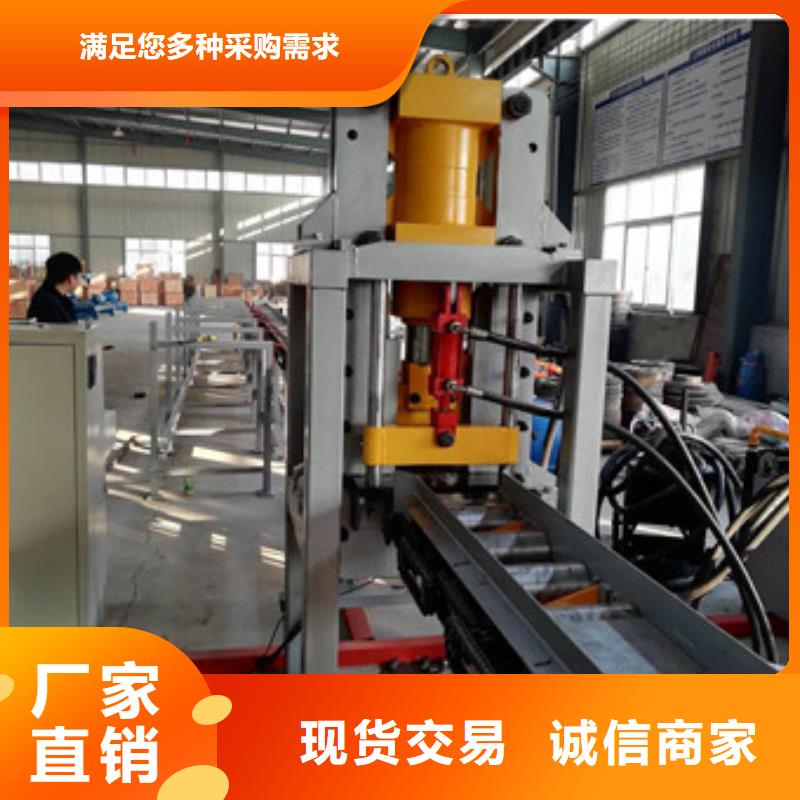
3.锯梁和传动机构
是由厚钢板切割而成的因此具有很好的刚性其中含有蜗轮箱、被动轮以及锯条张紧装置等且锯条的运转速度一共分为三档。

如何让您使用的带锯床更稳定使用寿命更长请做到以下几点:
在带锯床杰出光滑的基础上,锯床日常耗油量定额和定量换液压油,做好废油收回退库作业,留意设备是不是有漏油现象,避免浪费。
依照光滑卡片规则的时刻规则对锯床变速箱加油、添油和清油,对储量大的油,应按规则时刻抽样化验,视液压油质情况断定清洗换油,循环过滤及抽验周期。
按带锯床光滑图表上的规则,对设备日常加油、添油和清洗换油的分工是保证设备正常运用的要点。
用户依据带锯床设备说明书断定每台数控锯床的光滑部位和光滑点,怎么更好的光滑坚持设备清洁定期给设备加油光滑。
严厉依照设备指定油脂商标用油,光滑材料及掺配油品有必要经查验合格,光滑设备和加油用具有必要坚持清洁无异物。

液压传动系统由泵、阀、油缸、油箱、管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的夹紧。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。电气控制系统由电气箱、控制箱、接线盒、行程开关、电磁铁等组成的控制回路,用来控制锯条的回转、锯梁的升降、工件的夹紧等,使之按一定的工作程序来实现正常切削循环。
润滑系统开车前必须按机床润滑部位(钢丝刷轴、蜗轮箱、主动轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳滑动面夹紧丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴润滑,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于 位置时,油面应位于油标的上、下限之间。试用一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。
<南平>建贸机械设备有限公司钢筋锯床是根据客户需求设计专业锯钢筋经济型锯床,适用于高铁隧道等工地的钢筋齐头锯断;工作夹紧采用液压夹紧,操作方便;锯切稳定,精度高;双立柱结构,操作平稳;导向块结构合理,延长锯条的使用寿命。
主要技术规格:
锯削尺寸(圆料、方料) 400mm、250mm、500mm
成捆料(宽*高) 300*180mm
带锯条(长*宽*厚)4570*31*1.06mm
锯削速度(无级调速) 18-90m/min
锯带轮直径 585mm
出料盘长度520mm
后钳送料进给次数9
一次 送料长度590mm
冷却液箱容量90L
液压油箱容量70L
