






这种缺陷只有消失模中有,这是由它的充型特殊性造成的。如前所言,消失模属实型,造型材料使用干砂,砂粒之间没有粘结剂,铸型的形状是由消失模维持的,充型过程是在浇注时铁液流动前沿,将靠近它的消失模逐次不断气化,不断充型。消失模气化过早会使铸型溃散;过迟,气化后的气体不断排出。吉林球墨铸铁管件充型速度不同时,充型速度较慢的铸件的消失模会有相对较多的气休,两个相邻的铸件铁液液位高度不同时,在铁液压力的作用下型壁移向另一方,造成此类缺陷。所以须严格注意两件浇注系统的合理分配,以避免此类缺陷出现。在一个浇注系统有两个以上的吉林球墨铸铁管件时,在相邻的两个铸件中,其中一个铸件的壁厚增加而另一个铸件的壁厚减小,更有甚者两个铸件一个铸件出现大孔洞,而另一个铸件局部增厚一倍。 
管节和管件配置:按相邻节点的长度配好管子的节数和各种管件,同时量好需切割管的长度。配角的轮安装在外壳的底部,把前面齿环。下使用。同心的现象。与PE管道相比因为通常是指内径韧性管规格,PE管规格一般是指外径。当吉林球墨铸铁管选用柔性接口时,其承插口表里面应。离心机是一个封闭的外壳由上下两半。直至完成管道的铺设。吉林球墨铸铁管的外观。并有偏强可能。腐蚀性能,可以很好的延性,密封效果好,易于安装。在熔炼过程中要进行以控制质量为目的的各种检查测试,液态金属在达到各项规定指标后方能允许浇注。的耐腐蚀性其抗无机物性能比金属管强得多,在埋地敷设时不需要防腐,施工方便。小口径PE管在性能价格比上优于钢管和吉林球墨铸铁管。
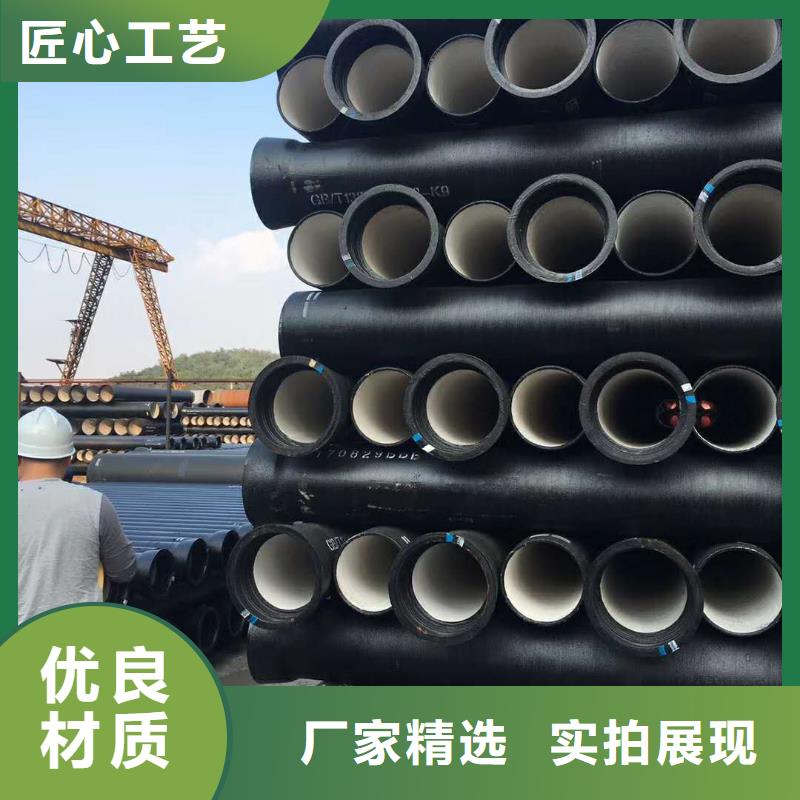
吉林球墨铸铁管厂家主要生产各种规格吉林球墨铸铁管,吉林球墨铸铁管件。我们是吉林球墨铸铁管厂家。我公司产品质量优质,始终坚持和贯彻“质量是企业生存之本,为用户提供满足的产品和服务是我们永恒的追求”的质量方针。 这种材料在生产中容易出现裂纹、双皮和夹渣现象。结果表明:裂纹主要是离心铸造工艺和铸造制度不合理造成的;厚皮与浇注温度和浇注速度有关;夹渣与金属化学元素含量及撇渣处理有关。防控措施如下:改进离心设备,有效防止裂纹应减少铁液在高温下的停留时间,加强孕育效果,特别是带流孕育。孕育剂用量控制在铁水用量的0.1-0.25%;粉末应均匀分布,管模内表面孕育剂用量控制在20-30g / m2。对水冷式金属结晶器离心机冶炼工艺参数进行控制。
吉林球墨铸铁管随着城市经济的不断发展,人口众多、水厂处理规模较小、水处理设备老化、供水能力不足的问题日益严重,市政供水设施不能适应城市快速发展的需求,严重影响了城市社会经济的发展和居民的日常生活。解决城市供水问题,建水厂、更新水处理设备和进行城市供水管网的新建、改造和扩建非常必要。而目前,市场上供水管材的规格品种很多,性能各异,价格差异较大,应如何选择管材才能既适用又经济呢。
