



更新时间:2024-12-26 16:26:22 浏览次数:3 公司名称:杭州 苏沪金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 4200 |
| 发货期限 | 两天 |
| 供货总量 | 5000 |
| 运费说明 | 物流 |
| 最小起订 | 1根 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
| 产品材质 | Q235B Q345B |
| 产品品牌 | 神悦 |
| 产品规格 | 规格齐全 |
| 发货城市 | 包头 |
| 产品产地 | 包头 |
| 加工定制 | 加工 |
| 产品型号 | 型号齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 碳钢 |
| 质保时间 | 一年 |
| 外形尺寸 | 型钢 |
| 适用领域 | 钢结构工程 造船 电力 化工 石油 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 无功率 |
| 工作温度 | 530 |
| 性能 | 耐高压,耐高温,抗压,抗拉等 |
| 工艺 | 热轧 |



<天水>神悦钢材有限公司
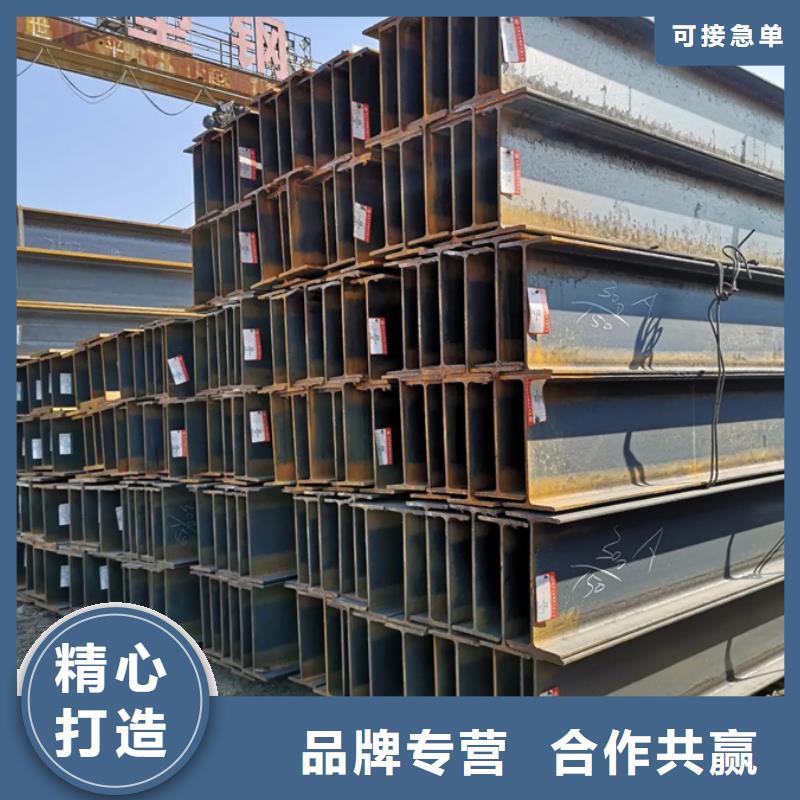
天水Q355D工字型钢不论是普通型还是轻型的,由于截面尺寸均相对较高、较窄,故对截面两个主袖的惯性矩相差较大,因此,一般仅能直接用于在其腹板平面内受弯的构件或将其组成格构式受力构件。对轴心受压构件或在垂直于腹板平面还有弯曲的构件均不宜采用,这就使其在应用范围上有着很大的局限。天水Q355DH型钢属于经济裁面型材(其它还有天水型钢、压型钢板等),由于截面形状合理,它们能使钢材更高地发挥效能,提高承载能力。不同于普通工字型的是h型钢的翼缘进行了加宽,且内、外表面通常是平行的,这样可便于用高强度螺栓和其他构件连接。其尺寸构成系列合理,型号齐全,便于设计选用。Q355DH型钢的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。
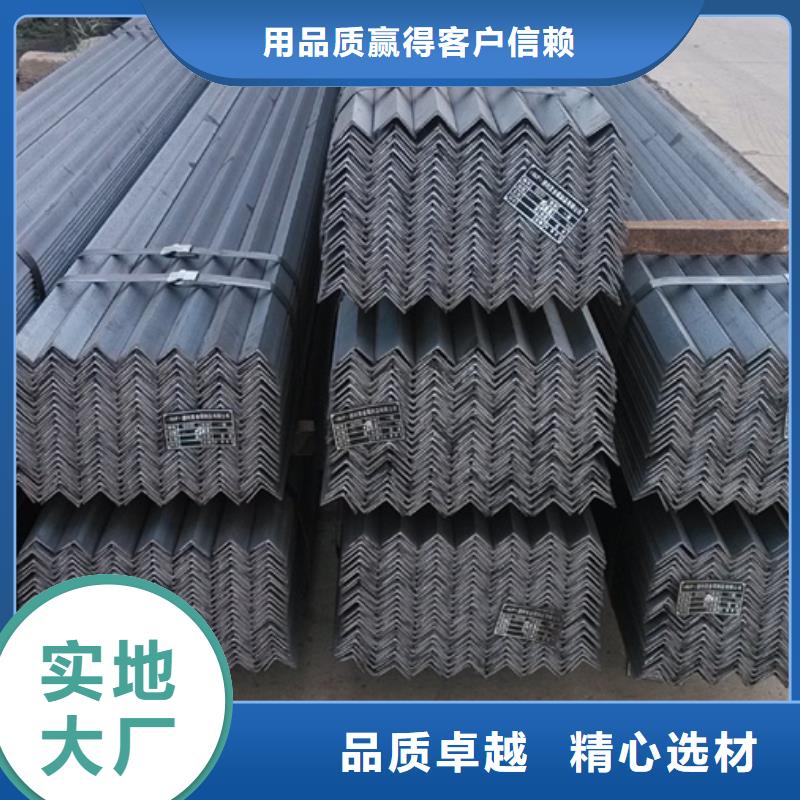
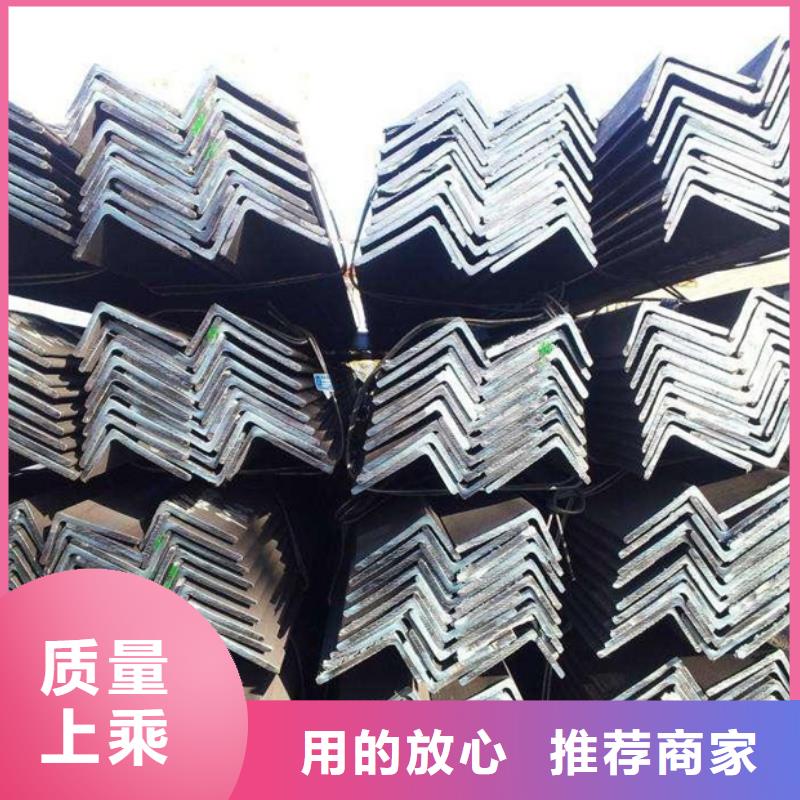
天水型材厂家生产的槽钢主要分为等边角钢和不等边角钢两类,其中不等边角钢又可分为不等边等厚及不等边不等厚两种。天水Q345B角钢的规格用边长和边厚的尺寸表示。目前国产角钢规格为2—20号,以边长的厘米数为号数,同一号角钢常有2—7种不同的边厚。进口角钢标明两边的实际尺寸及边厚并注明相关标准。一般边长12.5cm以上的为大型角钢,12.5cm—5cm之间的为中型角钢,边长5cm以下的为小型角钢。进出口角钢的定货一般以使用中所要求的规格为主,其钢号为相应的碳结钢钢号。也是角钢除了规格号之外,没有特定的成分和性能系列。天水角钢的交货长度分为定尺、倍尺两种,国产角钢的定尺选择范围根据规格号的不同有3—9m、4—12m、4—19m、6—19m四个范围。日本产角钢的长度选择范围为6—15m。不等边角钢的截面高度按不等边角钢的长边宽来计算。指断面为角形且两边长不相等的钢材。是角钢中的一种。其边长由25mm×16mm·200mm×l25mm。由热轧轧机轧制而成。一般的不等边角钢规格为:∟50*32--∟200*125 厚度为4-18mm。不等边角钢广泛应用于各种金属结构、桥梁、机械制造与造船业、各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架以及仓库等。


天水型材厂家生产的槽钢从原料购进,压延,分条,钢板成型,抛光到成品,实现一站生产。 企业本着“不断进取,精益求精”的创业精神,根据客户的要求和市场导向,结合优良工艺,每个工序都是经过严格的检验。同时,公司下设厂,可按用户需求各型材,并生产槽钢以及镀锌槽钢等制品。多年来,公司秉持丰富的积淀,凭借产业链条完善,公司创业伊始即聚了一支素质高、技能优、业务精的人才队伍,公司本着“以质量求生存,以信誉求发展”的经营宗旨,整合和吸纳社会资源,在研发上坚持高科技,在市场上坚持高起点,在管理上坚持效率支撑,倾心打造,实现高规格跨跃迈进,逐渐从适应市场步入市场发展的轨道,向客户优良的产品及热情周到的服务。所有发票单据于100%货款到帐后,天水槽钢厂家一般会在个月开具,如您需要开具,请和你发货时的业务联系,及时的给您开具,开具后给您寄出,请记得及时查收,每月截止开票,若有遗失或未收到情况请及时联系我们,以便我们及时找快递公司解决处理,或者通过税务局报备补办手续,以确保您的权益。另外,开票时间如遇月底或月初报税期间,开票时间相应顺延,请事先安排好公司报税计划,以免影响正常财务运转。
天水Q355E槽钢的对接工艺共有五点,下面就来逐一介绍每一个步骤:一步:原材料检验:检验准备对接槽钢的外形尺寸是否合格,若不合格则需矫正或更换材料。二步:划线:a)根据对接后的长度尺寸,在准备对接的角钢上划线,划线前应满足两个要求:()、保证对接槽钢的小长度要大于200mm。(2)、长度方向上应留有2~3mm的余量。b)划线的原则是槽钢的两翼板上的切割线应垂直于腹板,腹板上切割线应成45°夹角。三步:天水型材切割:用半自动火焰切割机沿划线下料,下料后用半自动火焰切割机或砂轮机在槽钢内侧面开 45°单V形坡口(见下图)。切割面应光滑平整,无缺口。四步:拼装:拼装前把两根准备拼装的槽钢倒扣于平台上,然后调整两槽钢的直线度及间隙,点焊固定。五步:焊接:采用气体保护焊(GMAW)焊接,为减少焊接变形,焊前应将槽钢成对背靠背点焊在一起,先焊翼板上的坡口侧,然后焊接腹板的坡口,坡口侧焊接完成后。打开成对第六步:注意要点:焊接的话主要是担心焊不牢和焊接应力过大。