


发布时间:2024-07-01 03:36:11 浏览次数:1 公司名称:[临汾]金鸿耀工程材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 10/米 |
| 发货期限 | 1 |
| 供货总量 | 995 |
| 运费说明 | 面议 |

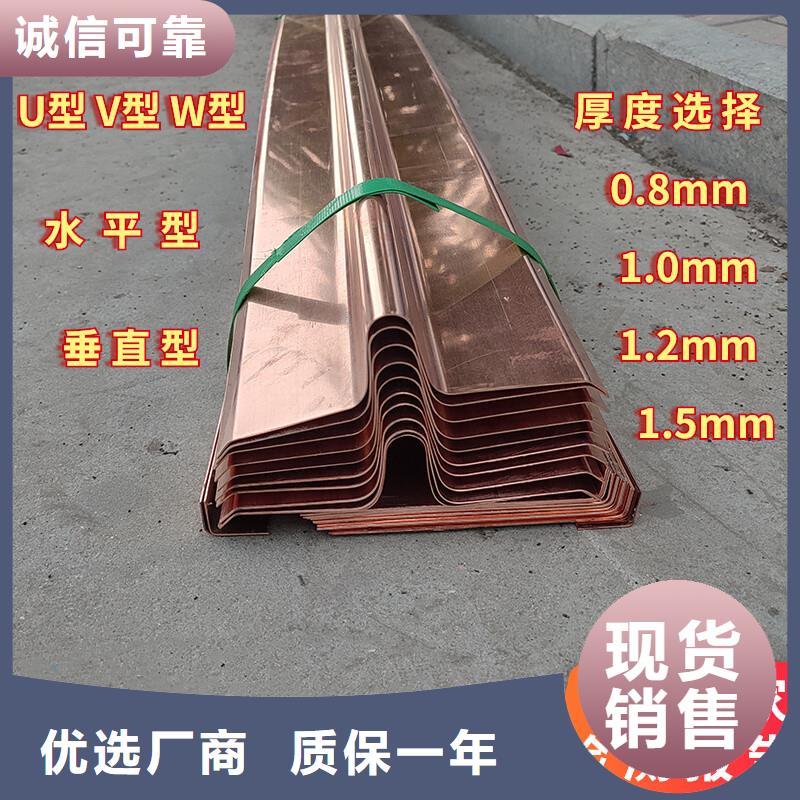





止水铜片水工建筑物接缝止水带型式多样,临汾止水铜片选择铜止水带型式和尺寸可从以下因素予以考虑:
1.由接缝变位及缝内水压力引起的 可能应力应小于材料的设计强度。设计强度的取值应
考虑尺寸效应、蠕变等因素的影响。
2.在水压力和接缝位移作用应下,止水带应不发生绕渗或尽量避免发生绕渗。
3.应考虑水质对止水带侵蚀的影响。
4.应考虑制造工艺和施工的影响,钢筋混凝土结构中的止水带应考虑钢筋布置的影响。
5.如何选择定型产品:
a.施工缝可采用平板型止水带。变形缝的止水带可伸展长度应大于接缝位移矢径长。止水带
的翼板长度和是否采用复合型止水带,应根据抗绕渗要求确定。
b.当运行期环境温度较低时,不宜选用PVC止水带。当止水带在运行期暴露于大气、阳光下
是,应选用抗老化性能强的合成橡胶止水带、铜、或不锈钢止水带。采用多道止水带止水有
抗震要求时,宜选用不同材质的止水带。
c.开敞型止水带的开口朝向宜考虑结构受力和施工影响。
d.止水带接头的位置应避开接缝剪切位移大的部位。
e.止水带离混凝土表面的距离宜为200mm--500mm,特殊情况下可适当减少。
f.止水带埋入基岩内的深度可为300mm--500mm,必要时可抽锚筋。止水带距基岩槽壁不得小
于100mm。水带通过 计量认证检验部门检验合格,出产产品可靠、耐
久、安装简便,能与混凝土良好结合。本公司同时也致力于研究开发新产品,提高新技术,为客户提供更多服务
铜止水片焊接过程中焊嘴和焊条应做均匀协调的摆动,临汾止水铜片以控制熔池的热量适当、形状、大小始终保持一直。而在现场焊接作业过程中常常存在如下问题:焊嘴在沿焊缝纵向移动、横向摆动的同时,为做上下跳动,造成熔池温度过高;焊嘴的倾斜角度为按不同阶段进行适当调整;为按照所需火焰能率的变化改变焊条的位置和填入焊条的速度,造成熔池的形状和大小不一致。因此,焊接过程中焊嘴和焊条运动存在不协调情况,造成熔池热量、形状、大小控制不符合要求,从而影响了焊接质量。
细化焊嘴、焊条运动方向控制方案:焊嘴和焊条的运动包括三种动作:a,沿焊缝的纵向移动,不断地熔化工件和焊条,形成焊缝。B,焊嘴沿焊缝做横向摆动,充分加热焊件,使液体金属搅拌均匀,得到致密性好的焊缝。C,焊条在垂直焊缝的方向送进,并作上下移动,调节熔池的热量和焊条的填充量。在焊接时,焊嘴在沿焊缝纵向移动、横向摆动的同时,还要做上下跳动,以调节熔池的温度。
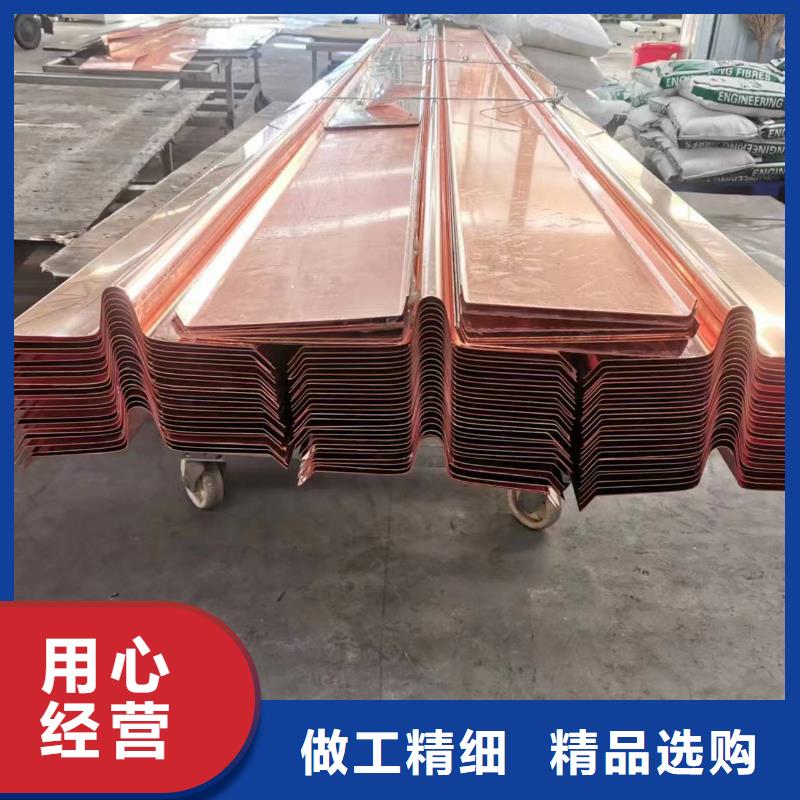
国标止水铜片,根据《水工建筑物止水材料相关规定》,其物理性能需满足抗拉强度205MPa及以上,延伸率在30%以上,铜含量超过99.9%才可称为国标止水铜片。
临汾生产的止水铜片,经质检部门检验合格,属国标产品。且我公司可免费提供质检报告以及质量保障书。同时由于我公司属加工销售一体企业,具有自己的加工生产以及研发团队,因此可批量生产止水铜片,可根据设计大样图免费成型。厂家直销,批量生产,价格优惠,欢迎来电咨询!
临汾止水铜片
隧道止水,采用铜止水和橡胶止水相结合的方法,临汾止水铜片在增加止水性能的同时,还能降低施工成本。隧道中的防渗系统一直是隧道施工中的薄弱环节,经过对施工现场的不断摸索,我们对其进行了一些改进,使改进后的施工方法变得简单且高效。
隧道铜止水带拼焊施工要点如下:
1、在洞外据拟铺挂面积的大小将2~3幅幅面较窄的成卷防水板下料;
2、然后将其平铺在地面上拼焊成便于运输、铺挂的大幅面防水板,减少洞内作业的焊缝数量,以提高焊接质量;
3、选择合格的一次性成型的止水铜带;
4、 止水铜带的拼接采用热合机双焊缝焊接,要求搭接宽度不小于100mm,保证焊缝质量;
5、焊缝应严密,单条焊缝的有效焊接宽度不应小于12.5mm。
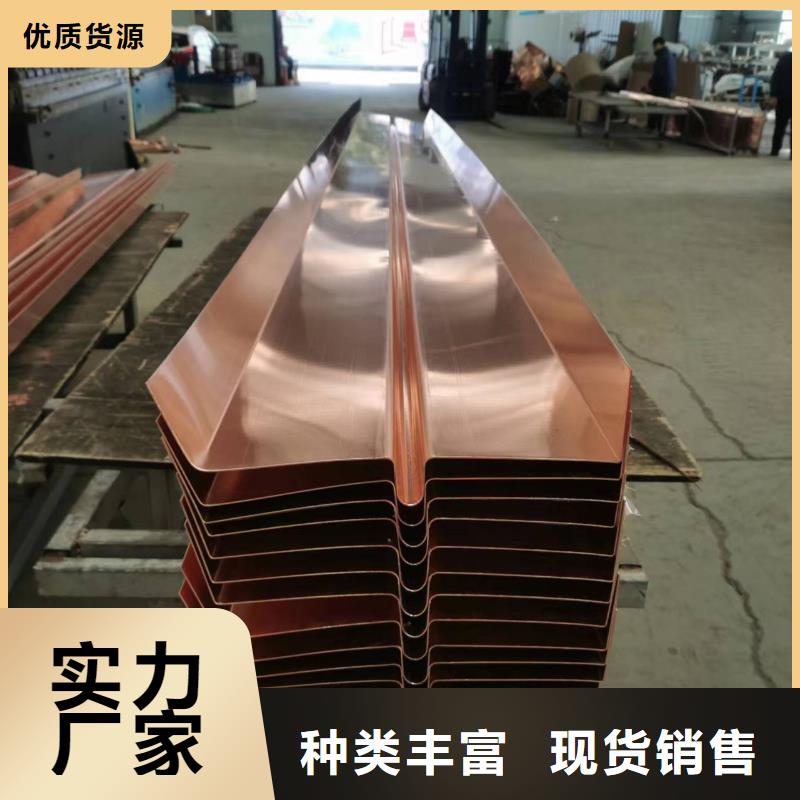
紫铜止水临汾止水铜片常被广泛的使用于各种水工建筑的防渗水、漏水中,根据不同项目的设计要求,可以加工成W型止水铜片、F型、T型、U型等。而紫铜止水能根据不同需求加工成不同形状的止水铜片,取决于紫铜止水优良的加工特性。
紫铜止水,原材料为含量大于等于99%的电解铜,因其铜含量大、在空气中表面被氧化而呈紫红色得名。铜具有可塑性加强的特性,决定其加工性能良好,可以在退火之后,延伸率达到30%以上。因此,不仅加工性能可塑性强,且在使用过程中,抗拉防震效果也可超出普通止水材料。
气焊是用氧气与乙炔产生高温,熔化焊条与焊件的金属凝固后形成一条焊缝。其具体操作方法是:关闭焊把开关,将乙炔及氧气打开,点火慢慢打开焊把开关点燃焊嘴,将焊条根据需要放在被焊物体上,再逐渐调好焊嘴的火苗强弱,使用火苗融化焊条与焊件的金属凝固后形成一条焊缝。
1)搭接焊工艺
① 止水铜板焊接采用搭接焊,其搭接长度不小于40mm。
② 为获得高度和宽度均匀的焊缝,紫铜片止水搭接采用左焊法(焊炬从右向左移动)。
2)施焊操作要点
气焊的基本操作方法包括氧气乙炔焰的点燃、调节和熄灭、起焊、焊接过程中焊炬和焊条的运动、接头和收尾的操作要领。
氧气乙炔焰的点燃、调节和熄灭。焊炬的握法,应右手拿焊炬,将拇指和食指位于氧气调节阀处,同时拇指还可以开关、调节乙炔调节阀,随时调节气体的流量。
点燃火焰时,应先稍许开启氧气调节阀,然后再开乙炔调节阀,两种气体在焊炬内混合后,从焊嘴喷出,此时将焊嘴靠近火源即可点燃。点火时,拿火源的手不要正对焊嘴,也不要将焊嘴指向他人或可燃物,以防发生事故。刚开始点火时,可能出现连续“放炮”声,原因是乙炔不纯,需放出不纯的乙炔重新点火。有时出现不易点火的现象,多数情况是氧气开得过大所致,这时应将氧气调节阀关小。
火焰的调节,刚点燃的火焰一般为碳化焰。这时应根据所焊材料的种类和厚度,分别调节氧气调节阀和乙炔调节阀,直至获得所需要的火焰性质和火焰能率。如将氧气调节阀逐渐开大,直至火焰的内外焰、焰芯轮廓明显时,可认为是中性焰;如再增加氧气或减少乙炔,可得到氧化焰;如增加乙炔或减少氧气则得到碳化焰。如果同时增大乙炔和氧气则可增大火焰能率,如火焰能率仍不够大时,应更换大直径的焊嘴。
调整后的火焰形状不得歪斜或发出“吱吱”的声音。若发现火焰不正常时,