



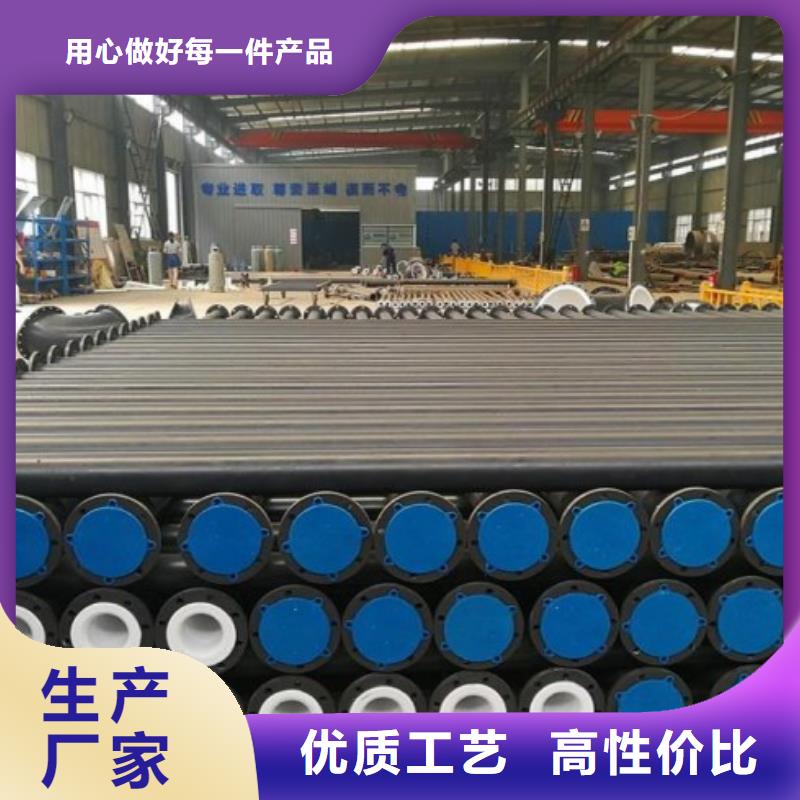


无缝衬塑钢管
无缝衬塑钢管的制作 按塑胶与基体结合的工艺,钢塑复合中空材料包括钢涂塑或钢衬塑。钢涂塑指塑胶喷涂在钢构件的外表面,层厚较厚,般在1-5mm之间;钢衬塑指钢构容器内表面添加层塑胶,层厚在5-10mm以上。工艺有塑板(塑管)胶粘复合、喷涂、滚塑涂等。
埋腐技术是应用於钢构件外表面的涂塑防腐技术。它的工艺是这样的:将钢构件用火均匀加热,大致整体温度达到180℃,把它埋在塑胶粉末堆 ,由钢铁放热吸附塑胶粉末,约十分钟後,在钢构件表面形成层约与钢板等厚的塑胶层;取出工件,表面有层未熔融粉粒,用火对其扫描式加热,使之熔融成光滑的表面层。
对与产品配套的管道、管件内衬塑也可用此法。把工件均匀加热到180℃,把塑胶粉末灌满内腔,数分钟後把未熔塑胶粉末倒出来,在工件外表用火把加热,让它全部熔融,形成内表光滑的塑胶层。
上述以防护为目的的涂、衬塑,对小工件适用,但对大口径管道、大容积容器的内衬就不适合,主要原因是塑胶层在冷却收缩时产生的内聚应力,往往大於塑胶与钢铁的粘结力,会出现钢塑介面分离。而钢塑复合材料 增加钢网,把整体塑胶层的收缩内聚应力分散在网格小范围内,加上钢网焊接在钢板上,就不会因塑胶收缩而引起钢塑介面分离。


纵横机械制造有限公司生产的 河北沧州衬塑钢管,通过了ISO9001:2000国际质量管理体系认证,拥有完善的质量保证体系和先进的管理模式,并被认定为省级“重合同守信用企业”、“质量信得过单位”、“5.18质量、信誉、服务消费者满意单位”等。



衬塑钢管生产工艺主要流程
1、流程简图
原材料 → 切割取料 → 修整 → 调直对眼→ 焊接 → 打磨除锈 → 分送入炉 → 自动加热 → 智能输料 → 旋转滚塑 → 回炉流平 → 表面修整 → 油漆 → 标识 → 包装 →入库;
文字说明
1、壳体半成品制作
按照公司生产计划和采购计划,购入各种符合要求的原材料,经理化检测后,按规定尺寸由金属管道专用切割机取料,把初取料用数控车床修整,经尺寸检验合格,利用法兰盘精度控制检测仪分别在直管和配件调直对眼机上进行法兰点焊,然后按规格大小分别用自动埋弧焊和气体保护焊焊接成壳体半成品。
2、打磨除锈处理
经检验合格后的壳体半成品用直压型开放式喷砂机进行内外表面除锈处理,除锈等级达到Sa3级,再将除锈后的壳体半成品内壁进行适度打磨,使钢管内壁呈毛玻璃状,以增加滚衬时塑料和钢管的粘接力和致密性,同时进一步除去焊渣和铁屑、铁锈,保证下道滚塑工序的产品质量。
3、加热滚塑
将经过预处理的壳体半成品按不同规格型号分别送入自动化加热炉加热,利用智能电子温控仪控制加热升温过程,以便壳体充分受热,热能控制仪显示壳体已达到设定热能状态后,利用智能输料控制器和自动定量送料机将设定的粉料送入钢管内壁,并在旋转装置中完成自动滚衬过程。
4、流平修整
将 步滚塑后的制成品转入另外一台设定温度相对较低的自动化加热炉,利用旋转装置在炉内缓慢转动,使粘附在钢管内壁表面未完全熔融的热塑性粉料进一步融化,在逐步降温冷却后出炉,并对外表面进行美观修整。
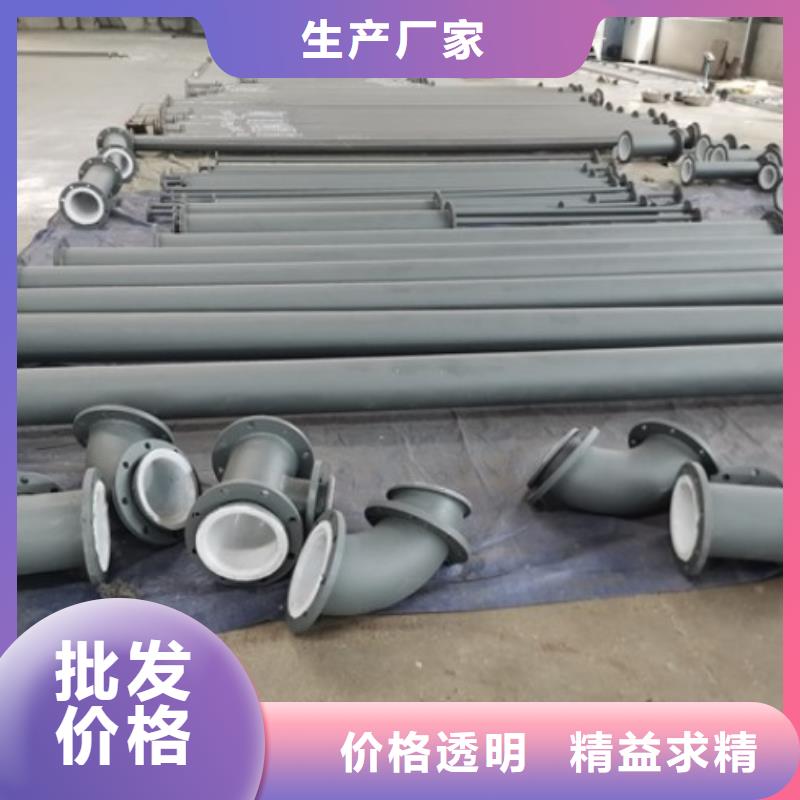
5、油漆包装
对已滚塑好的成品进行规定的各种型式试验,将检验合格的产品采用底漆、中漆、面漆三道油漆处理,并按标准标识和包装(油漆、标识和包装也可按客户要求)。
洛阳纵横机械制造有限公司是一家集科研、开发.生产、销售于一体的多元化复合型离新技术企业。企业致力于环保节能新型产品的开发、研究与应用,专业生产耐磨,防腐蚀管道与设备。产品分为超髙分子量聚乙烯系列、衬胶系列、衬塑系列等防腐耐磨系列产品,并具备工程测量、设计、生产、安装能力和完善的售后服务体系。
衬塑钢管系列产品是公司主导产品之一,该系列产品分为:衬塑钢管,钢衬(滚)管、钢衬(滚)PO管、钢衬PP管、钢衬PVC管、钢衬聚四氰乙烯管等,以及各种非标、成套系列衬塑设备。

