
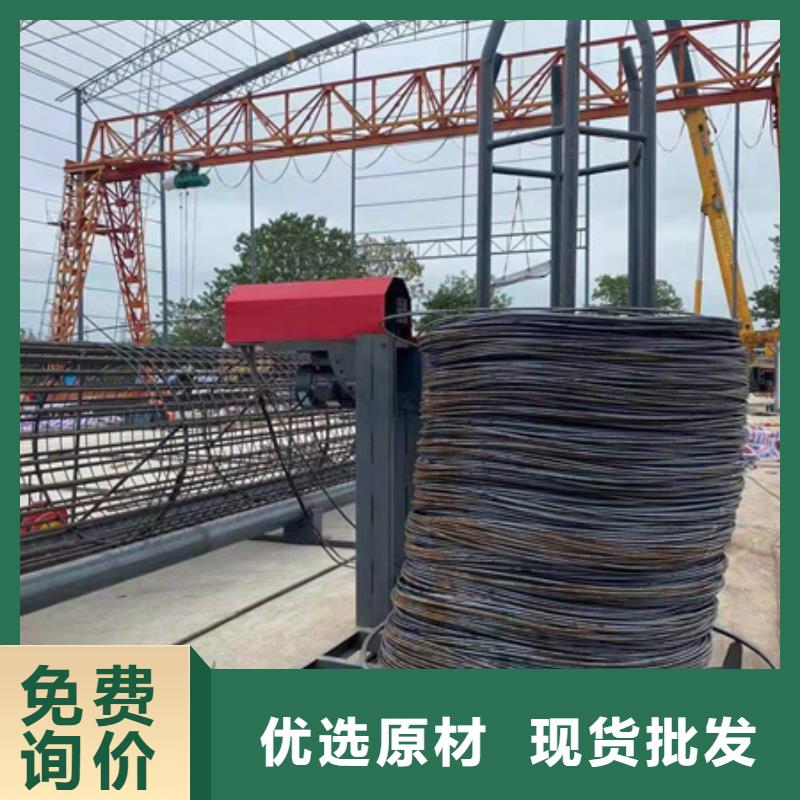



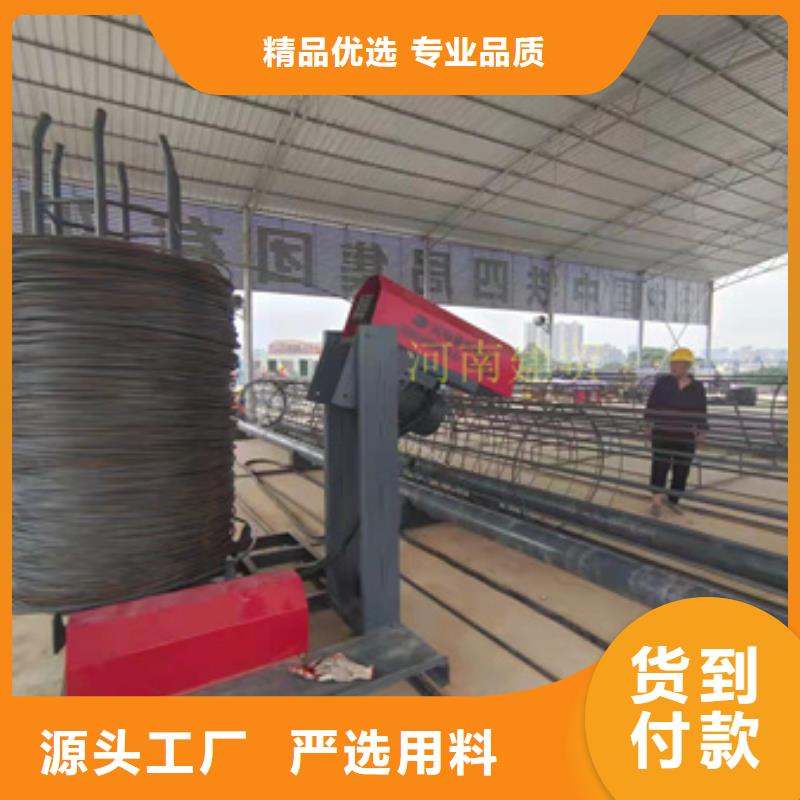
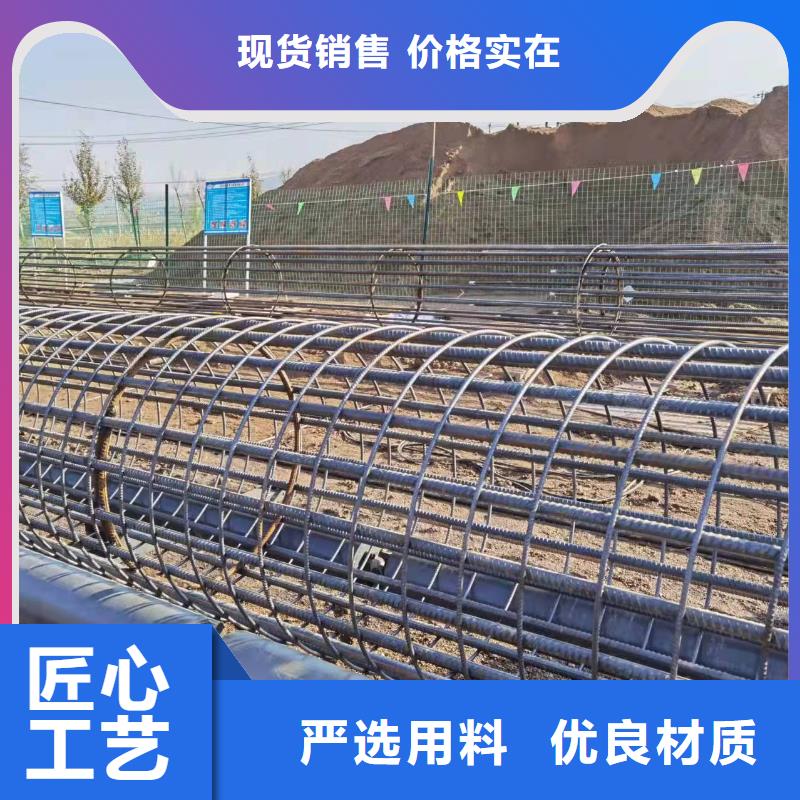
钢筋笼主筋通过自动上料到分料架;分料架的主筋需人工穿过固定盘导管到达盘导管,并经过电动工具将主筋固定在盘导管上;盘筋(绕筋)经过矫直器后焊接在主筋上;然后开始正常焊接,固定盘及盘同步且盘按照预先设定的速度(行走速度可根据操作工人的熟练程度经行)前进,同时进行焊接,从而生产出成品钢筋笼。特点:钢筋笼绕筋机自动化程度高。采用无级变速、屏进行操作,速度、行走速度均为无级可调,加配自动焊接手,可实现自动焊接。焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对人工,加工效率3至4倍。。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。操作简单。工人通过简单培训即可上岗。适应能力强。适用于笼子直径600-3000mm钢筋笼的焊接,在焊接中箍盘间距可自动。根据需要,可定制有“双主筋””或“对焊”主筋的钢筋笼设备。
 建贸机械设备有限公司
建贸机械设备有限公司
 衡水钢筋笼绕筋机款式多样
衡水钢筋笼绕筋机款式多样

 jmc
jmc
 套丝机工作时先把要加工螺纹的管子放进管子卡盘撞击卡紧按下启动开关管子就随卡盘转动起来调节好板牙头上的板牙开口大小设定好丝口长短.然后顺时针扳动进刀手轮使板牙头上的板牙刀以恒力贴紧转动的管子的端部板牙刀就自动切削套丝同时冷却系统自动为板牙刀喷油冷却等丝口加工到预先设定的长度时板牙刀就会自动张开丝口加工结束.关闭电源撞开卡盘取出管子.套丝机还具有管子切断功能:把管子放入管子卡盘撞击卡紧启动开关放下进刀装置上的割刀架扳动进刀手轮使割刀架上的刀片移动至想要割断的长度点渐渐旋转割刀上的手柄使刀片挤压转动的管子管子转动4圈5圈后被刀片挤压切断.40钢筋套丝机在使用过程中应注意以下事项:1、40钢筋套丝机施工人员必须进行技术培训,经考核合格后方可持证上岗操作。2、40钢筋套丝机设备电源必须有漏电保护装置;本机必须有可靠的接地保护,防止漏电伤人;设备停用后应切断设备电源。3、40钢筋套丝机钢筋夹持在台钳上后必须将钢筋夹持紧。加工拐铁钢筋时,正对拐铁处严禁站人,以防因钢筋未夹紧而甩起**。加工中如有钢筋松动应立即停机并将钢筋再次夹紧。钢筋转动时不得用手抓握钢筋,禁止戴手套进行操作。4、40钢筋套丝机滚丝头滚到前限位后不停机时应立即切断电源,不要用手去阻止滚丝头转动。5、40钢筋套丝机滚丝头在运转过程中手不得触摸任何转动部件,如:滚丝头、胀刀触头等。6、设备维修必须有专门人员进行,不得私自进行维修、改装。7、设备在接通电源后不得用手触摸任何带电电器件,以防触电。不得让水等具有导电能力的物质进入电器箱。8、设备在移动及装卸时应平稳,以免倾翻伤人。绕筋机
套丝机工作时先把要加工螺纹的管子放进管子卡盘撞击卡紧按下启动开关管子就随卡盘转动起来调节好板牙头上的板牙开口大小设定好丝口长短.然后顺时针扳动进刀手轮使板牙头上的板牙刀以恒力贴紧转动的管子的端部板牙刀就自动切削套丝同时冷却系统自动为板牙刀喷油冷却等丝口加工到预先设定的长度时板牙刀就会自动张开丝口加工结束.关闭电源撞开卡盘取出管子.套丝机还具有管子切断功能:把管子放入管子卡盘撞击卡紧启动开关放下进刀装置上的割刀架扳动进刀手轮使割刀架上的刀片移动至想要割断的长度点渐渐旋转割刀上的手柄使刀片挤压转动的管子管子转动4圈5圈后被刀片挤压切断.40钢筋套丝机在使用过程中应注意以下事项:1、40钢筋套丝机施工人员必须进行技术培训,经考核合格后方可持证上岗操作。2、40钢筋套丝机设备电源必须有漏电保护装置;本机必须有可靠的接地保护,防止漏电伤人;设备停用后应切断设备电源。3、40钢筋套丝机钢筋夹持在台钳上后必须将钢筋夹持紧。加工拐铁钢筋时,正对拐铁处严禁站人,以防因钢筋未夹紧而甩起**。加工中如有钢筋松动应立即停机并将钢筋再次夹紧。钢筋转动时不得用手抓握钢筋,禁止戴手套进行操作。4、40钢筋套丝机滚丝头滚到前限位后不停机时应立即切断电源,不要用手去阻止滚丝头转动。5、40钢筋套丝机滚丝头在运转过程中手不得触摸任何转动部件,如:滚丝头、胀刀触头等。6、设备维修必须有专门人员进行,不得私自进行维修、改装。7、设备在接通电源后不得用手触摸任何带电电器件,以防触电。不得让水等具有导电能力的物质进入电器箱。8、设备在移动及装卸时应平稳,以免倾翻伤人。绕筋机
 绕筋机当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并提高疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效方法。 邛崃钢筋笼绕圈机箍筋是怎样完成的。
绕筋机当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并提高疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效方法。 邛崃钢筋笼绕圈机箍筋是怎样完成的。
