以下是:冷拔管精拉无缝钢管口碑好实力强的产品参数
| 产品参数 |
|---|
| 产品价格 | 96 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 精拉 |
|---|
| 可定制 | 是 |
|---|
导读 冷拔管精拉无缝钢管口碑好实力强,精拉管业有限公司专业从事冷拔管精拉无缝钢管口碑好实力强,联系人:李涛,电话:0635-7070165、15653128796,QQ:279437696,发货地:聊城汇通国际金属物流园A121发货到山西省 朔州市 朔城区、平鲁区、山阴县、应县、右玉县、怀仁市,以下是冷拔管精拉无缝钢管口碑好实力强的详细页面。 山西省,朔州市 1989年1月,国务院批准设立朔州市。朔州市是伴随改革开放应运而生的一座新兴城市,是右玉精神发源地;历史悠久、人文厚重。自古中原农耕文明和草原游牧文明碰撞交融。境内有世界三大奇塔之一的应县木塔,现存古老北齐长城,保存相对完整的有327千米,万里长城和万里茶马古道在右玉杀虎口交汇。历史上涌现出不少杰出人物,如三国大将张辽、唐代名将尉迟恭、后唐开国皇帝李存勖、明朝内阁首辅王家屏以及全国“双百英雄”人物李林、改革开放杰出贡献人物陈日新等。
别再错过任何细节!花费一分钟观看冷拔管精拉无缝钢管口碑好实力强产品视频,让您的购买决策更加明智。
以下是:冷拔管精拉无缝钢管口碑好实力强的图文介绍


冷拔管去产能的方式和方法是多样性的,对于冷拔管而言要不断地进行改善厂家的经营理念和各种的市场行情,还要不断地进行治理产能过剩,这样的话冷拔管行业才能够获得更好地发展,不然的话冷拔管行业是不能更好地进行发展的。在治理产能过剩的时候冷拔管是去产能的主题,要不断地进行淘汰去产能的力度和各种的市场行情对于冷拔管去产能的发展是更加的方便的,因此对于厂家而言要不断地进行技术的创新,政策也是要进行进一步的发展和扶持的。
冷拔管去产能的为有效的捷径就是要进一步的进行企业之间的兼并和重组,处理厂家之间的各部分的之间的利益的关系,妥善处理好厂家员工下岗工人的就业和创业问题。目前,整个冷拔管厂家而言都是有负债的出现的,要好好地进行处理各个方面的利益关系,搞好各个部分的发展的。



精拉管业有限公司身处全球新能源行业高速发展的浪潮中,在战略目标引领下,专注 山西朔州精拉无缝钢管,完善产业布局,引领产品 山西朔州精拉无缝钢管不断走向全球,努力实现“ 制造强国 ”战略目标。


工艺:冷拔管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。
焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。
GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。12Cr1MoV 采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。



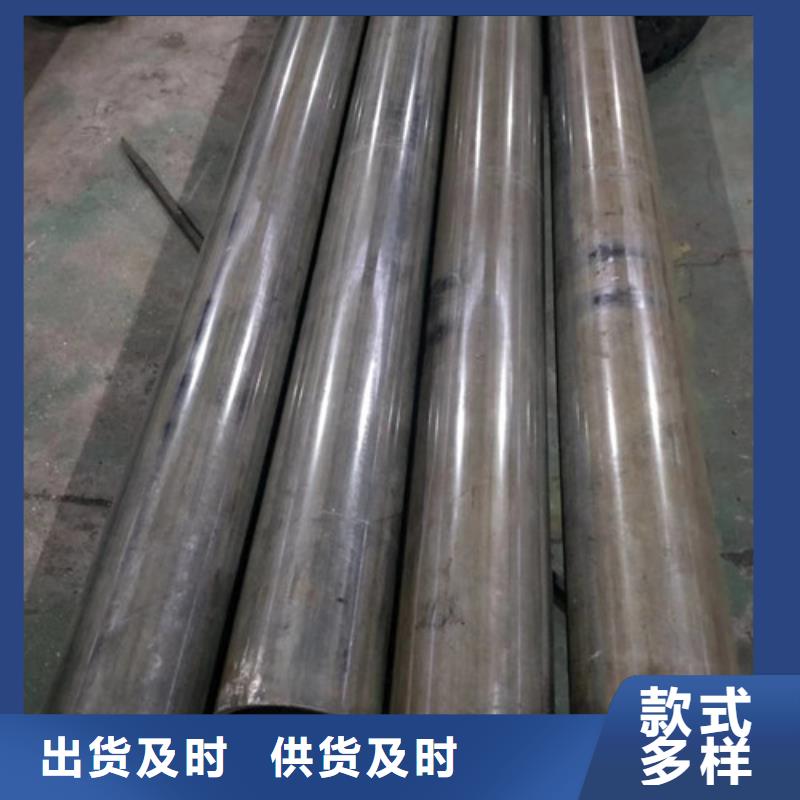
冷拔管和无缝钢管的区别油后即成、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。冷拔管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。冷拔冷拔管的特点 外径更小。 精度高可做小批量生 冷拔成品精度高,表面质量好。钢管横面积更复杂。钢管性能更优越,金属比较密。热轧冷拔管后的区别 热轧冷拔管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径760mm。将直发卷经切头、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂热轧酸洗板卷。

总结 今年在山西省朔州市购买冷拔管精拉无缝钢管口碑好实力强有了新选择,精拉管业有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的冷拔管精拉无缝钢管口碑好实力强产品。如需购买或咨询,请随时联系我们,联系人:李涛-15653128796,QQ:279437696,地址:汇通国际金属物流园A121。