



以下是我们上传的弯管_O型弯管实力厂家实拍视频,您可以点击观看。
以下是:弯管_O型弯管实力厂家的图文介绍


我国全自动弯管机设计技术面临的问题 自2009年年底以来,欧洲机床制造商接受的订单一直在不断增长。2010年上半年,其增长速度几乎达到2009年同期的50%以上。近的统计数字显示,国际订单虽然在以两位数的速度增长,但增长已有所放缓。欧洲机床工业传统上是以出口为导向,不过欧洲客户仍然是行业的核心支撑。因为制造业一直是欧洲经济的重要组成部分和经济复苏的主要驱动力。 全自动弯管机的系统具有手动和自动操作方式,自动方式下又可分为步进跟随弯曲和原点贯穿弯曲,便于加工多种多样的弯管。对于具有不同弯曲半径的管件,采用上下模切换来实现弯管加工。对于具有特殊加工要求的弯管,设计了联动、分解及相应的辅助动作,避免机械干涉,实现了弯管过程的自动化。 常用的全自动弯管机使用的模具常常是针对碳钢管,对于合金钢管、不锈钢管的弯曲,由于材质的不同特性,缺乏相应的相关技术,往往无法得到理想的弯管截面变形率及弯管角度。于较大扭矩(功率)的弯管机,由于存在设计的盲区,容易造成静不定、失稳现象及共振问题。同时控制电路的设计也缺乏相应的设计经验。较大扭矩(功率)的高质量的直流电机在国内也很难找到供应商。 电动弯管机主要用于5.08 cm(2英寸)以下管道的弯曲,弯管半径一般小于25.4 cm (10英寸)。对于较大的弯管半径,一般无法找到相对适应的机器与模具。对于弯管半径大于30.48 cm(12英寸)的弯管模具不仅投资较大,而且模具的浇注的过程变形也难以得到控制,同时对于这种模具的设计也需要相当的技术积累。



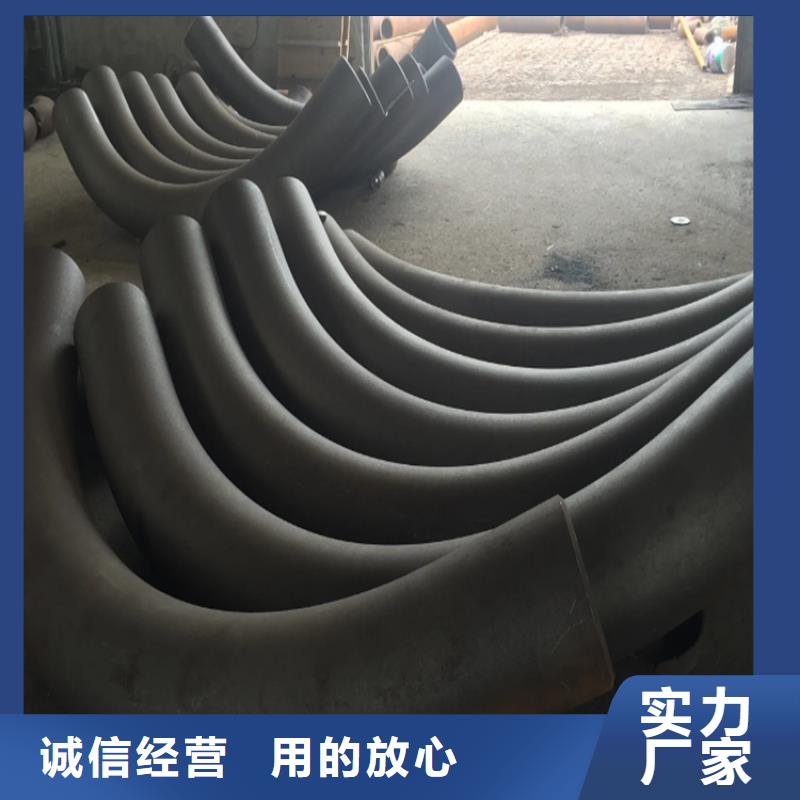
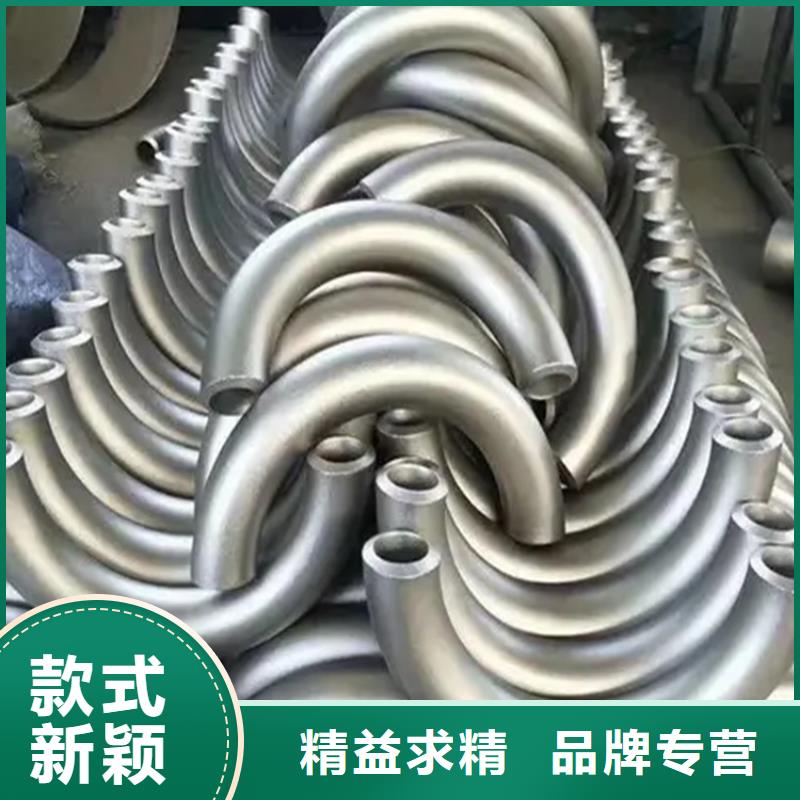
弯管加工全过程中,弯头的弯折反面壁厚被拉申变软,弯折凹面受挤压成型增厚;因为金属复合材料抗压能力能好于抗压强度特性,整体上管路被变长;管路弯折凸凹方位支承,侧边不支承,管路横截面变椭圆形。 为了保证弯管加工质量,弯头采用正向尺寸公差,在选择负向尺寸公差时,弯前水管壁厚应为设计墙壁厚度的1.06~1.25倍,弯曲半径越小,比例越大。髙压钢的弯曲半径应超过管经的5倍,其他应超过管经的3.5倍。电焊焊接无缝管弯折时,电焊焊接应在支撑力和地应力区周边。 不论是在人们的生活起居中還是工作上,在许多 地区都能够见到弯头的背影,在电力工程,原油,远洋航行,化工厂等行业的运用是十分普遍的,关键用于石油管道、集气站、打点滴等,在飞机场以及柴油发动机上更占据非常关键的影响力。在那么关键的应用状况下,弯管加工时的规范和政策法规是十分关键的。弯管加工务必按相关规范和政策法规生产加工,弯头要走明管,跨距和间隔要符合要求规定,不管弯管加工到哪种高宽比都不允许出現不稳定情况。弯管加工的原材料务必是经检测达标的,有形变,裂痕等缺点的弯头架杆,联接件和标准件禁止应用,弯头的标准件,联接件不可以焊接方式修补。 弯管加工的基本路面务必整平,压实,硬实,其金属材料基钢板务必整平,不可有一切形变,路面较绵软时务必应用扫地杆或垫块以扩大支承面和扩大可靠性。弯头上的起点、跳板务必铺装齐整,总宽,长短应保持一致。一切弯头上的起点、跳板务必固定不动坚固,服务平台表面不可有很大孔眼。


弯管在管道中的作用是什么.弯管还可以根据使用的不同材料进行分类,例如碳钢弯管和不锈钢弯管等。希望这些内容可以帮助您更好地理解弯管!我相信每个人都熟悉这种常见的管道配件。随着管道设施的逐步完善和建设,弯管作为管道附件之一,已在人们的视野中频频出现,并已广泛应用于石油运输、天然气运输、液体运输和工程桥梁建设中。今天,我们将介绍我们经常看到的这种管件设备。然后,我相信每个人都对弯管的生产方式非常好奇。毕竟,将一个弯管生产出来是一个十分神奇的事情,所以让我们看一下弯管是如何产生的! 在各种弯管中,使用各种弯管是不可避免的,如船舶管、汽车油管等管道。然而,与其他类型的弯管相比,圆弧弯管有许多优势。首先,各种物料在圆弧弯管流动顺畅,对管壁的影响小且均匀。其次,圆弧弯管本身应力集中小,强度高,抗冲击性能好。 用弯管内的储存水关闭主管道和洁具之间的空气流通,主管通常是中空的,楼上的用户排水时,流动的水占据配管空间,水的重力影响配管,内部的空气被挤出排气管的一侧,当污浊的空气向反水弯管流动时,反水弯管内的水会阻止污浊的空气返回室内,这种设计可以有效避免污水对水质造成污染。



航萧管件有限公司凭借雄厚的资金实力、先进的管理经验、优良的销售服务、严格的质量进货管 理体系和科学的整体营销手段,与您携手并进,共同发展。 公司经营以“诚信为本、客户至上”为原则,管理上坚持以人为本,服务上以客户为尊。 我公司将凭借良好的信誉,雄厚的实力,优质的 山西忻州O型弯管产品,低廉的价格服务于广大用户。

