

不要犹豫,花一分钟时间观看我们的不锈钢板加工按需定制产品视频吧!您将发现更多令人赞叹的细节和优势,为您的购买决策提供有力参考。
以下是:不锈钢板加工按需定制的图文介绍

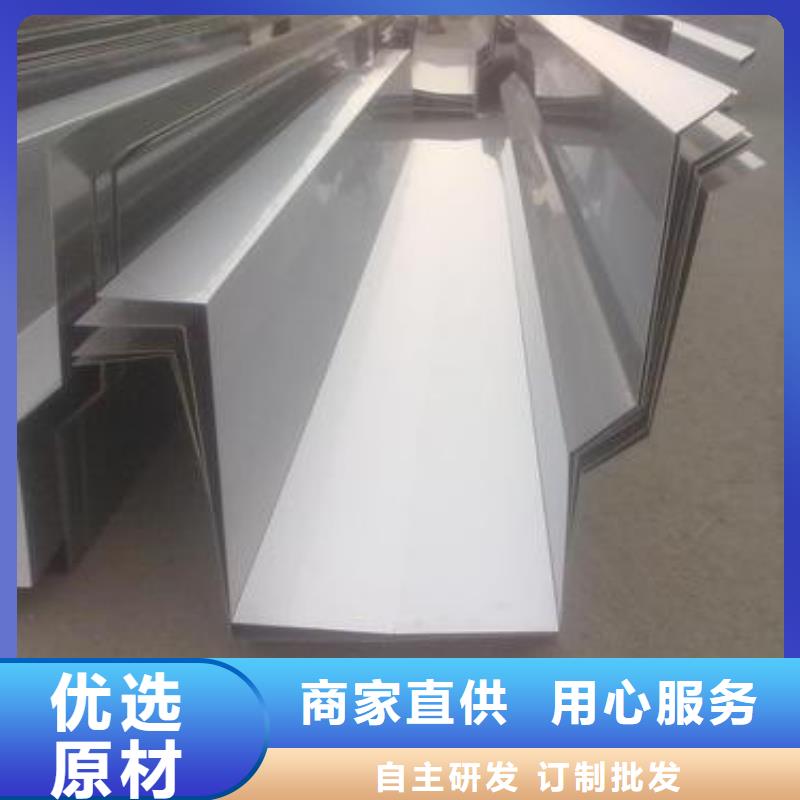
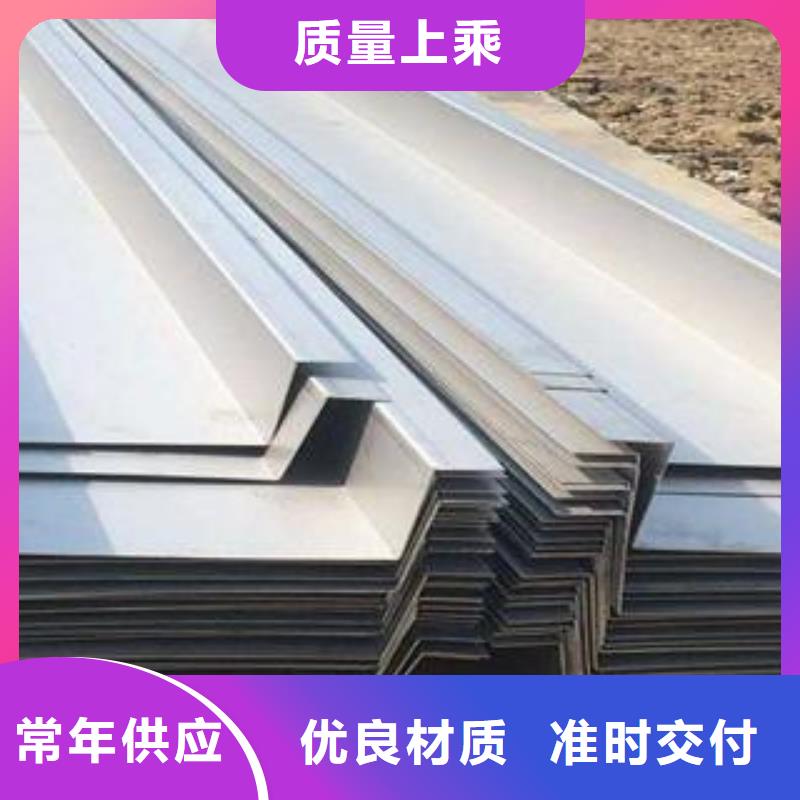
中工金属材料有限公司生产设备精良,工艺先进,检测手段齐全,技术力量雄厚; 江苏连云港不锈钢板加工产品共有三大系列、三十多个品种,并承接各种非标产品的设计和制作,规格齐全,质量保证, 江苏连云港不锈钢板加工产品销往全国各地,受到广大用户的一致好评。


3避免激光焊接变形的有效对策为了激光焊接变形问题,不锈钢板焊接质量,可以从焊接工艺参数入手,具体操作方法如下:(1)积极引进正交实验法正交实验法主要是指一种通过正交表分析和安排多因素试验的数理统计方法。 通常情况下,激光焊接主要分为热导焊与深熔焊两类。2焊接变形产生的危害及影响焊接变形的主要因素影响焊接变形的主要因素有焊接电流、脉宽及遥。由此可见,加强对焊接变形的有效控制势在必行。其能够利用较少的试验获取有效的结果,并推断出实施方案。 同时,还能够进行深入分析,获取更多相关信息,为具体工作提供依据。一般选择焊接电流、脉冲宽度及激光等作为重点考察对象,将焊接变形视为指标,将其控制在值,并坚持合理原则,将因素水平控制在适当范围内。 如对于厚度为0.5mm的不锈钢板,电流可以控制在80~96I/A之间;为2~5f/Hz之间等。(2)正交表的选择通常情况下,试验因素水平数应与正交表中的水平数相一致,因素个数应小于正交表中的列数,合理设计正交表能够为后续研究工作提供相应支持和帮助。



通常情况下,激光焊接主要分为热导焊与深熔焊两类。焊接变形产生的危害及影响焊接变形的主要因素影响焊接变形的主要因素有焊接电流、脉宽及遥。由此可见,加强对焊接变形的有效控制势在必行。其能够利用较少的试验获取有效的结果,并推断出实施方案。 如对于厚度为0.5mm的不锈钢板,电流可以控制在80~96I/A之间;为2~5f/Hz之间等。正交表的选择通常情况下,试验因素水平数应与正交表中的水平数相一致,因素个数应小于正交表中的列数,合理设计正交表能够为后续研究工作提供相应支持和帮助。 试验结果极差分析通过对厚度为0.5mm不锈钢板试验结果来看,每列极差均不相等,证明各要素不同水平具有特殊性,产生的影响也不尽相同,对激光焊接变形影响依次为电流、脉宽及,综合各项因素,激光焊接工艺参。 以上就是为大家讲解的不锈钢板的激光焊接存在变形的问题,总的来说激光焊接工艺作为一种有效焊接,在焊接质量等方面发挥着积极作用。但是,受到激光电流等因素的影响,不锈钢板激光焊接存在变形等问题。想要了解更多关于不锈钢板的相关信息可以我们。

中工金属材料有限公司
