

联系我们

承插大小头在线报价
更新时间:2024-12-28 10:54:55 浏览次数:4 公司名称: 鑫福兴管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 3000/吨 |
| 发货期限 | 1天 |
| 供货总量 | 100万吨 |
| 运费说明 | 现付 |
| 最小起订 | 1 |
| 质量等级 | K9 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鑫福兴 |
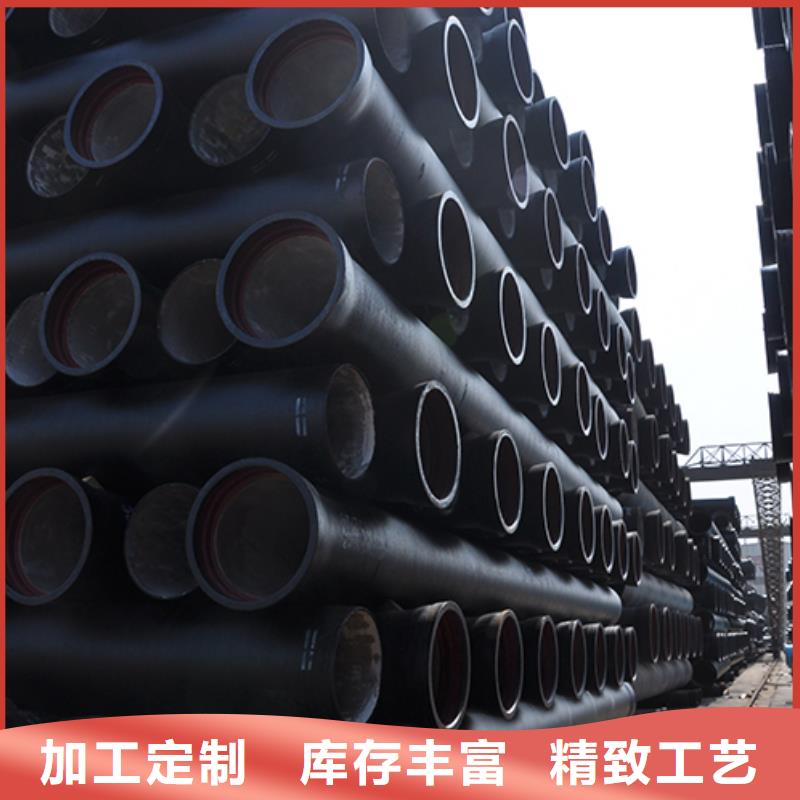
| 产品规格 | DN80-DN1400 |
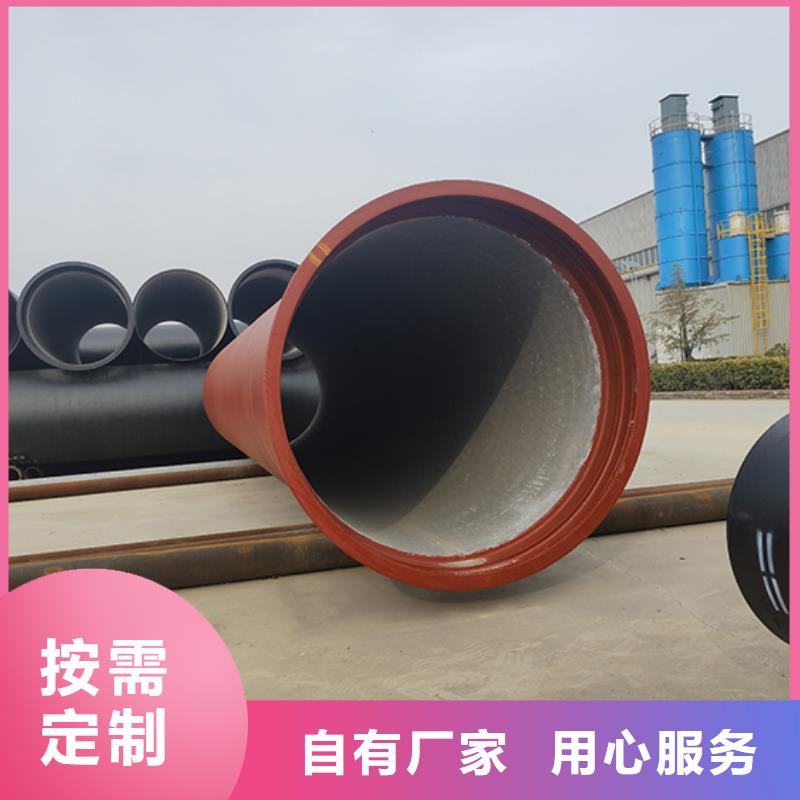








球墨铸铁管件如何做到正确防腐呢?有关专家指出:钢管是目前工业生产和社会建设中,非常重要的材料之一它不仅是各种工程设备的框架材料,也是工程的基本组成材料球墨铸铁管件是一种以18号以上的铸造铁水为主要材料再加上各种辅助添加剂,然后再利用离心球墨铸铁机铸造出来的钢管,通常也可以简称它为球管或球墨铸管等等。球墨铸铁管在今天的工业生产中使用的非常普遍因为它非常的可靠,而且还具有非常优良的防腐性能。虽然球墨铸铁管的防腐性能非常优良但是在实际的使用过程中,必要的防腐设施还是必要的因为这不仅能保证球墨铸铁管的性能而且还能延长它的使用寿命,沥青漆涂层是球墨铸铁管经常用的防腐方法之一主要在输送天然气中,这是必不可少的防腐措施.环氧陶瓷内衬也是非常有效的手段之一,虽然它的防腐性能极好,但是由于它的制作工艺很难因此它的成本很高。
球墨铸铁管退火炉是球墨铸铁管的重要设备,由于炉型较大,长度在36m以上,宽度约8m,炉门较多,冷却段又要进行强制性冷却,因此炉子热量损失大,热耗高,能源浪费严重。造成热耗高的原因主要有工艺不合理造成球铁管在炉内的热焓增量偏大、炉子热效率低和燃料的选用不合理等。山东球墨铸铁管有限公司(简称铸管公司)针对这几个方面,对退火炉进行了多次改造,并制定了相应的措施,使吨管能耗显著降低,节能效果显著。2节能措施2.1 降低球墨铸铁管在退火炉内的热焓增量球墨铸铁管在退火炉内的热焓增量主要由球铁管在炉内加热的温度和球铁管的入炉温度决定,因此降低球铁管在炉内的热焓增量主要是降低退火温度和提高球铁管的入炉温度。2.1.1 合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,特别是小口径的管子可以适当降低加热段炉气温度。2.1.2 提高球铁管的入炉温度 在过程中,充分利用上一工序结束时物料的余热是节约能源的一个重要途径。根据理论计算,球铁管加热到1000℃,在600℃入炉与25℃入炉相比吨管能耗降低320000kJ,可节约焦炉煤气约20m3或者重油8kg。铸管公司退火炉的退火能力约是现有离心机能力的2倍,为此采取了间歇式集中退火的办法。在退火炉管子上线时保证连续退火的前提下规定热管先入炉,缩短热管的传输时间,使半数管子的入炉温度由环境温度提高到600℃左右。从而提高了管子热送比率和入炉温度,节能效果显著。2.2 提高退火炉的热效率对于连续式球铁管退火炉来说,其退火工艺较特殊,炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。对于结构已经确定的退火炉,要提高炉子的热效率,只有从退火炉的操作来实现。2.2.1 确定合理的加热温度和退火时间 球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间
球墨铸铁管 仿瓷涂料以多种高分子化合物为基料,配以各种助剂、颜料和无机填料,经过而制成的一种光泽涂层。因其涂层有仿瓷效果,故称仿瓷涂料或瓷釉涂料。是一种装饰效果酷似瓷釉饰面的建筑涂料。仿瓷涂料使用较为方便,常温下自然干燥。仿瓷涂料具有着优良的耐沸水性、冲击性、化学品性与无性,其具有较强的硬度与附着力,可算是新一代 涂料装饰产品。仿瓷涂料不但在家装和墙艺中运用,而且在工艺品中也可以起到很好的效果,用这种涂料喷涂的产品仿瓷效果,可以到达逼真的程度。但在实际应用中,a型刚性防水套管与B型/C型防水套管在结构上存在差异。这三款产品外观基本相同。
球墨铸铁管优缺点有哪些? 优点在中低压管网(一般用于6MPa以下),球墨铸铁管具有运行可靠,破损率低,施工维修方便、快捷,防腐性能优异等。新开发的”岩盾“系列管道可以适用于非开挖施工,广泛应用在过河、穿路、穿越建筑的管线施工中。”赛锌“系列管道则使用特殊锌铝合金外喷涂工艺,数倍提高管道的耐腐蚀性能,广泛用于腐蚀性较强的土壤施工中。缺点一般不使用在高压管网(6MPa以上)。由于管体相对笨重,安装时必须动用机械。打压测试后出现漏水,必须把所有管道全部挖出,把管道吊起至能放进卡箍的高度,安装上卡箍阻止漏水。