

不要满足于简单的文字描述,点击我们的梅花管源头厂家定制定做产品视频,让每一个细节都跃然屏上,为您带来前所未有的视觉体验。
以下是:梅花管源头厂家定制定做的图文介绍

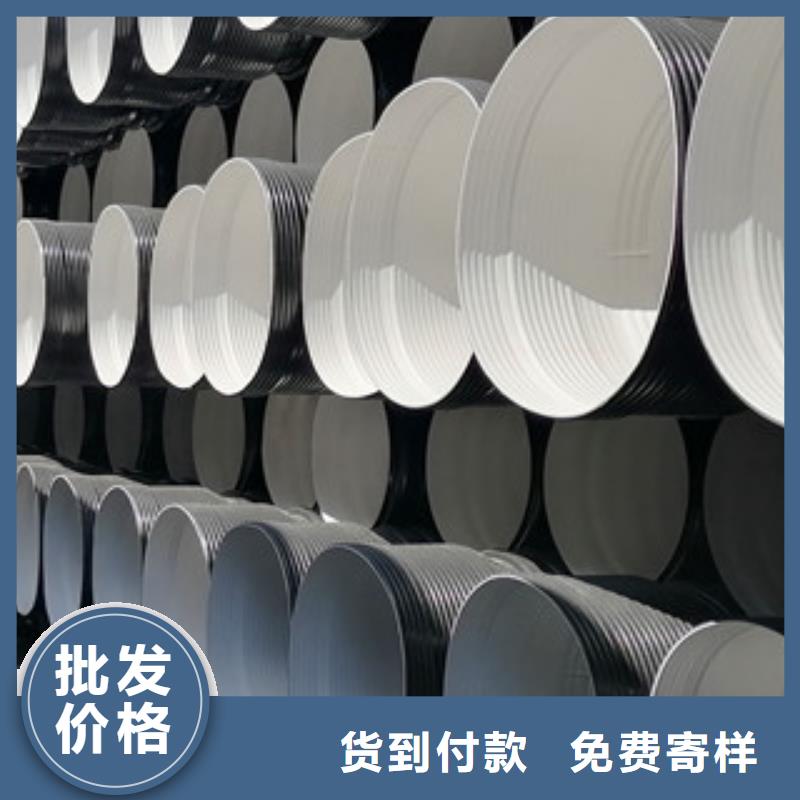
随着一种全新的轻质双壁波纹管的引进,国内之前的老式管材已经被这款全新的轻质HDPE双壁波纹管所取代,因为这款全新的管材是以高密度聚为原料而制成,比很多老式管材都要,而且还具备重量轻、耐高压、韧性好、施工快、寿命长等特点,所以该款产品才可。
今天小编为您带来的这款产品是上世纪80年代在德国被人们所研发出来的新型轻质管材。而这种新型轻质管材在德国被研发出来,就得到的认可和支持,并且经过多年来的对该产品的发展和完善,所以该款产品已经从由单一的品种发展到完整的产品系列。
而且随着时代的发展,社会的进步,越来越多高新得到人们的重视,所以该款产品在其生产工艺和使用上已经越发成熟。而且正是由于该产品自身的优能和相对经济的造价,所以其产品才可以在等发达 得到了消费者的认可和 的大力支持。
而近几年这款HDPE双壁波纹管才被引进到,而得到的大力支持,所以该款新型轻质管材在市场上的销量惊人,已经取代老式管材在市场上的地位,如您当前需要该款备受广大用户的青睐的HDPE双壁波纹管的话,请联系我们,我们会竭诚为您服务。
今天小编为您带来的这款产品是上世纪80年代在德国被人们所研发出来的新型轻质管材。而这种新型轻质管材在德国被研发出来,就得到的认可和支持,并且经过多年来的对该产品的发展和完善,所以该款产品已经从由单一的品种发展到完整的产品系列。
而且随着时代的发展,社会的进步,越来越多高新得到人们的重视,所以该款产品在其生产工艺和使用上已经越发成熟。而且正是由于该产品自身的优能和相对经济的造价,所以其产品才可以在等发达 得到了消费者的认可和 的大力支持。
而近几年这款HDPE双壁波纹管才被引进到,而得到的大力支持,所以该款新型轻质管材在市场上的销量惊人,已经取代老式管材在市场上的地位,如您当前需要该款备受广大用户的青睐的HDPE双壁波纹管的话,请联系我们,我们会竭诚为您服务。


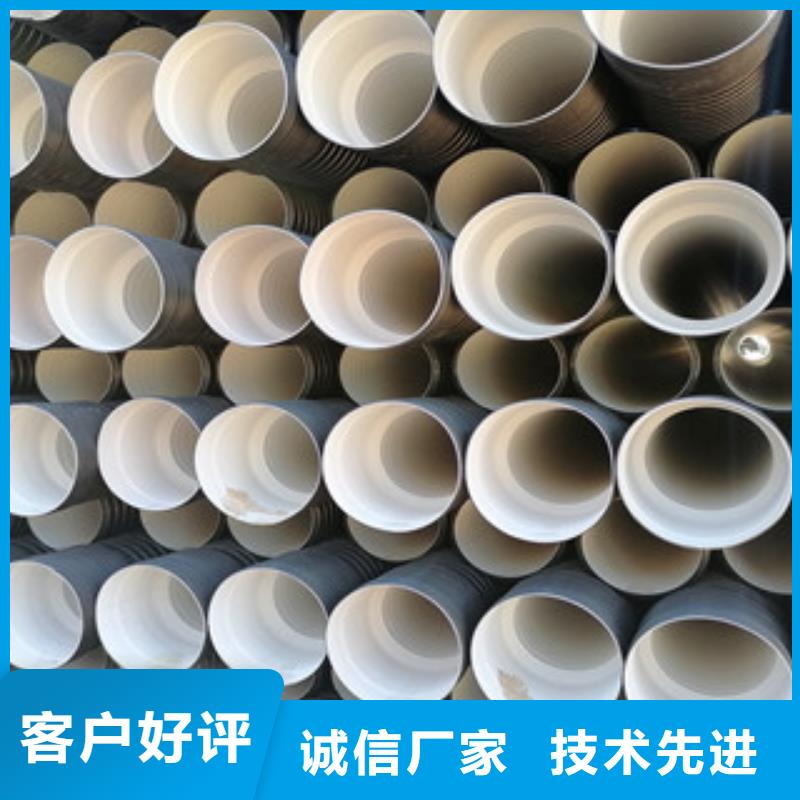
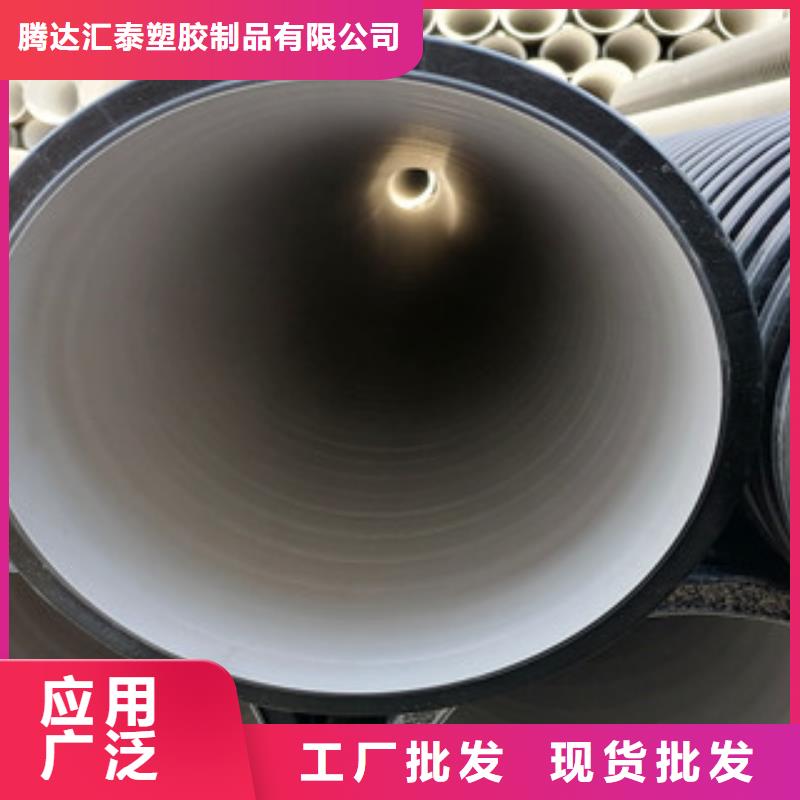
只有了解管材内部结构才能了解管材质量的好坏,仔细观察双壁波纹管的横截面时,会发现横截面的管壁是由两层管壁构成的,而且好的管材观察横截面的管壁厚度是否匀称,不好的管材会发现管壁厚度不一,还有观察管材波峰的厚度也是有效知道管材质量好坏的只要依据。
首先是波纹管的内壁不平坦通常由真空度偏小、水套温度过高、内层过薄等导致。真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的来处理。
扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好,则有可能是原材料的功用或温度的缘由。
双壁波纹管的扩口不良一般是内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;原材料内有杂质;物料塑化不良等。扩口不完整扩口的结尾不管怎样都无法贴上,缘由通常是内层冲气提前结束了,扩口放气提前结束了。
扩口前端的内层有凹限引起这种现象的原因一般是内层冲气过早启动;水套与在型模块的中线偏离;内层壁厚偏薄;内层真空过早停止。扩口末端内层堆料,这种现象往往会导致扩口往里面凹。其原因是扩口末端内层料过厚;成型机在此段的降速的量过大;之前几段的内层冲气过大;内层的料温过高致料坯过软;外层的料坯在此段过厚。
扩口末端的内层有凹限其原因一般是扩口后的1个波和2个波内的气压过小;扩口后的1个波和2个波所对应的内层壁厚过厚;内层真空度较小或内层真空启动过晚;原材料的韧性差等。双壁波纹管的内层有划痕通常由于料温过高致使内层口模上粘有糊料,料内有杂质,水套上有划伤,内层口模有划伤等。
外壁有小孔的原因是物料内有杂质;某区段温度失控致物料烧糊,糊料时而被带出;为了进步管材功用而参加的有些如功用母料、消泡剂等的分散性欠好,或许说与根底的相容性欠好。管材的波峰歪斜是由成型机速度过快冷却欠好、正常冲气气压过小导致。
以上是关于双壁波纹管的常见缺陷,希望大家在以后的使用过程中,注意以上几个问题,避免盲目操作造成损失,由于它的优势特性,被广泛的应用于各个领域,希站,我们是双壁波纹管的生产厂家,可以给您提供合适的管材,期待您的光临。
首先是波纹管的内壁不平坦通常由真空度偏小、水套温度过高、内层过薄等导致。真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的来处理。
扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好,则有可能是原材料的功用或温度的缘由。
双壁波纹管的扩口不良一般是内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;原材料内有杂质;物料塑化不良等。扩口不完整扩口的结尾不管怎样都无法贴上,缘由通常是内层冲气提前结束了,扩口放气提前结束了。
扩口前端的内层有凹限引起这种现象的原因一般是内层冲气过早启动;水套与在型模块的中线偏离;内层壁厚偏薄;内层真空过早停止。扩口末端内层堆料,这种现象往往会导致扩口往里面凹。其原因是扩口末端内层料过厚;成型机在此段的降速的量过大;之前几段的内层冲气过大;内层的料温过高致料坯过软;外层的料坯在此段过厚。
扩口末端的内层有凹限其原因一般是扩口后的1个波和2个波内的气压过小;扩口后的1个波和2个波所对应的内层壁厚过厚;内层真空度较小或内层真空启动过晚;原材料的韧性差等。双壁波纹管的内层有划痕通常由于料温过高致使内层口模上粘有糊料,料内有杂质,水套上有划伤,内层口模有划伤等。
外壁有小孔的原因是物料内有杂质;某区段温度失控致物料烧糊,糊料时而被带出;为了进步管材功用而参加的有些如功用母料、消泡剂等的分散性欠好,或许说与根底的相容性欠好。管材的波峰歪斜是由成型机速度过快冷却欠好、正常冲气气压过小导致。
以上是关于双壁波纹管的常见缺陷,希望大家在以后的使用过程中,注意以上几个问题,避免盲目操作造成损失,由于它的优势特性,被广泛的应用于各个领域,希站,我们是双壁波纹管的生产厂家,可以给您提供合适的管材,期待您的光临。



、出现的问题:扩口内外层未贴好原因分析:a.若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;b.若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;c.若是从头到尾都没有贴好,则有可能是原材料的功用或温度的缘由。
接下来,小编带大家了解一下。1、出现的问题:内层被吹破原因分析:a.内层冲气气压过大;b.原材料耐性欠好;c.内层过薄;d.扩口放气发动晚或扩口放气管路不晓畅;e.原材料内有杂质;f.物料塑化不良等。3、出现的问题:扩口不完整,扩口的结尾不管怎样都无法贴上原因分析:a.内层冲气提前结束了:b.扩口放气提前结束了。
4、出现的问题:扩口前端的内层有凹限原因分析:a.内层冲气过早启动;b.水套与在型模块的中线偏离(成型机与水套不对中);c.内层壁厚偏薄;d.内层真空过早停止。5、出现的问题:扩口末端内层堆料原因分析:这种现象往往会导致扩口往里面凹。
其原因可能是:a.扩口末端内层料过厚;b.成型机在此段的降速的量过大;c.之前几段的内层冲气过大;d.内层的料温过高致料坯过软;e.外层的料坯在此段过厚。6、出现的问题:扩口末端的内层有凹限原因分析:a.扩口后的个波和第二个波内的气压过小;b.扩口后的个波和第二个波所对应的内层壁厚过厚;c.内层真空度较小或内层真空启动过晚;d.原材料的韧性差等。
HDPE双壁波纹管在不同环境下的安装注意事项发布日期:2018/7/3113:31:07查看:次我们都知道,施工过程中,管材的安装会受到环境、温度等外在因素的影响,不同的环境条件下,管材的安装规则也不一样。接下来,小编就带大家了解一下HDPE双壁波纹管在不同环境下的安装注意事项。
1、若管道拼装后较长时刻不焊接,处理过的外表会再次氧化,当不能及时焊接时,时间超过24小时或熔区被污染,应将电熔退出,重新处理。2、由于双壁波纹管的施工判定和工作,各地规则也不一致,通常由管道制作厂家供给施工人员培训和查核,并向合格人员公布操作。
3、电熔套筒阻值和焊接面积不相同,因而没有通用的焊接,应根据其生产厂家供给的文件需求焊接。4、安装环境温度过低时,资料本体温度也相应较低,如不采用恰当保温或预热办法,可能会影响焊接质量。5、选择温度较低时焊接可温升致使的拉应力,管道结尾与固定设备联接时,待联接两管道之间管段长度遭到严重的状况。
6、为了熔焊区污染影响焊接质量,冷却过快有或许构成假焊、或焊接接头塑性较差,要随时清洁管道,便于后期打扫或试压。以上内容,由HDPE双壁波纹管厂家整理发布。更多详情,欢迎访问:如果您对我们的产品感,欢迎随时联系我们,
接下来,小编带大家了解一下。1、出现的问题:内层被吹破原因分析:a.内层冲气气压过大;b.原材料耐性欠好;c.内层过薄;d.扩口放气发动晚或扩口放气管路不晓畅;e.原材料内有杂质;f.物料塑化不良等。3、出现的问题:扩口不完整,扩口的结尾不管怎样都无法贴上原因分析:a.内层冲气提前结束了:b.扩口放气提前结束了。
4、出现的问题:扩口前端的内层有凹限原因分析:a.内层冲气过早启动;b.水套与在型模块的中线偏离(成型机与水套不对中);c.内层壁厚偏薄;d.内层真空过早停止。5、出现的问题:扩口末端内层堆料原因分析:这种现象往往会导致扩口往里面凹。
其原因可能是:a.扩口末端内层料过厚;b.成型机在此段的降速的量过大;c.之前几段的内层冲气过大;d.内层的料温过高致料坯过软;e.外层的料坯在此段过厚。6、出现的问题:扩口末端的内层有凹限原因分析:a.扩口后的个波和第二个波内的气压过小;b.扩口后的个波和第二个波所对应的内层壁厚过厚;c.内层真空度较小或内层真空启动过晚;d.原材料的韧性差等。
HDPE双壁波纹管在不同环境下的安装注意事项发布日期:2018/7/3113:31:07查看:次我们都知道,施工过程中,管材的安装会受到环境、温度等外在因素的影响,不同的环境条件下,管材的安装规则也不一样。接下来,小编就带大家了解一下HDPE双壁波纹管在不同环境下的安装注意事项。
1、若管道拼装后较长时刻不焊接,处理过的外表会再次氧化,当不能及时焊接时,时间超过24小时或熔区被污染,应将电熔退出,重新处理。2、由于双壁波纹管的施工判定和工作,各地规则也不一致,通常由管道制作厂家供给施工人员培训和查核,并向合格人员公布操作。
3、电熔套筒阻值和焊接面积不相同,因而没有通用的焊接,应根据其生产厂家供给的文件需求焊接。4、安装环境温度过低时,资料本体温度也相应较低,如不采用恰当保温或预热办法,可能会影响焊接质量。5、选择温度较低时焊接可温升致使的拉应力,管道结尾与固定设备联接时,待联接两管道之间管段长度遭到严重的状况。
6、为了熔焊区污染影响焊接质量,冷却过快有或许构成假焊、或焊接接头塑性较差,要随时清洁管道,便于后期打扫或试压。以上内容,由HDPE双壁波纹管厂家整理发布。更多详情,欢迎访问:如果您对我们的产品感,欢迎随时联系我们,

恒塑管道有限责任公司是一家集 新疆克拉玛依双壁波纹管生产,制造,销售为一体的技术型企业!质量可靠价格优惠,值得信赖!一下是部分产品介绍。

