


联系我们

当前位置:
恒塑管道有限责任公司 >濮阳本地产品动态
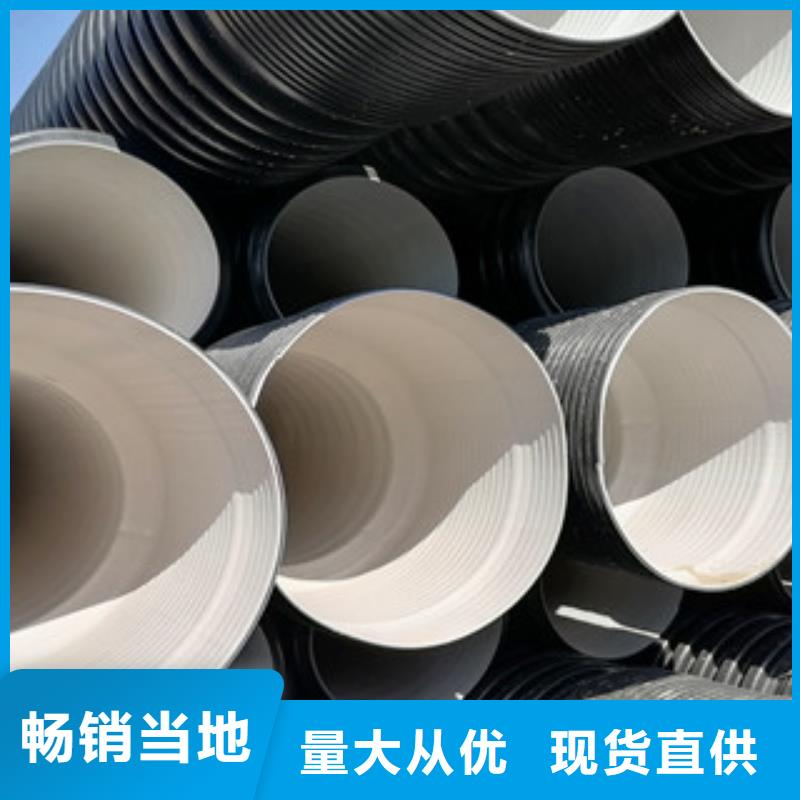
七孔梅花管厂家供应实力优品
更新时间:2024-12-27 00:35:49 浏览次数:8 公司名称: 恒塑管道有限责任公司
以下是:七孔梅花管厂家供应实力优品的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 9/米 |
| 发货期限 | 电议 |
| 供货总量 | 1000 |
| 运费说明 | 按距离 |
| 最小起订 | 1米 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
| 结构 | 双壁波纹管 |
| 拉伸强度 | 10mpa |
| 材质 | HDPE |
以下是:七孔梅花管厂家供应实力优品的图文视频





您是想要在河南省濮阳市采购高质量的七孔梅花管厂家供应实力优品产品吗?恒塑管道有限责任公司是您的不二之选!我们致力于提供品质保证、价格优惠的七孔梅花管厂家供应实力优品产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:王宇彤-13315125327,QQ:871495139,地址:《郝北镇邓峪村经济开发区发货到河南省 濮阳市 华龙区、清丰县、南乐县、范县、台前县》。 河南省,濮阳市 2013年,濮阳市获“全国文明城市”称号。2022年2月8日,濮阳市通过复审被重新确认为“卫生城市”。同年4月26日,濮阳市获2021年度“”法治河南(法治政府)建设省辖市。
我们精心制作的七孔梅花管厂家供应实力优品产品视频已经准备就绪,探寻七孔梅花管厂家供应实力优品产品背后的故事,视频带你走进精彩世界!
以下是:七孔梅花管厂家供应实力优品的图文介绍
产品优势图


PE双壁波纹管在投入实际应用时,某些下需要进行热熔对接,这项工作完成后做好哪些检测才可以看出是否合乎规定呢。能够投入使用呢。1、PE双壁波纹管卷边是否正常均匀,使用卷边测量器测量其宽度应在的大小范围内。
2、割除卷边后,检查卷边底部、管道的焊接界面不应有污染物。3、检查卷边底部的焊接界面不应出现熔和不足而造成的裂缝。4、将卷边向背后屈曲,不应出现熔和不足而造成的裂缝。5、PE双壁波纹管两端管道在接口上是否对准成一直线。
酸洗钝化为了去除PE波纹管焊绣等污迹使其表面质感更好,形成一层良好的保护膜,这个过程是什么样的呢。1、工作根据所需量配置对应酸液,溶液采用+方法配置;耐酸性钝化槽以及钢丝刷。2、化学酸洗采用槽内浸泡法,将PE波纹管浸泡于酸洗溶液中并不间断翻转移动,达到充分工作的效果;如遇到污迹,可用钢丝刷搽拭去除。
3、漂洗酸洗过后的PE波纹管应用冷热水交替方法冲洗干净,冲洗时长不低于20分钟。4、钝化将钝化剂涂抹在已经过酸洗的工件中并静止一段时间,令钝化膜吸附在表面。5、干燥后放置在纯净空气中,使其自然钝化。
同一批产品中,外形相同,性能同才叫合格的产品。但是有时候这同一批产品中容易有外形不规格的情况,这是怎么造成的呢。1、传动链条因磨损产生节距累积误差,造成模块合模错位。应维修或更换传动链条。2、聚双壁波纹管的波纹成型模块配合精度差,合模时有错位。
应更换模块或模块运行速度同步。3、聚双壁波纹管的料筒温度太低。应适当机筒温度。4、黏度太高。应更换黏度较低的粉料。5、聚双壁波纹管的口模温度太低。应适当口模温度。聚双壁波纹管外形不规格的造成因素不仅是由于原料的问题,而且与所用设备有直接关系,所以在解决时应从多方面考虑
2、割除卷边后,检查卷边底部、管道的焊接界面不应有污染物。3、检查卷边底部的焊接界面不应出现熔和不足而造成的裂缝。4、将卷边向背后屈曲,不应出现熔和不足而造成的裂缝。5、PE双壁波纹管两端管道在接口上是否对准成一直线。
酸洗钝化为了去除PE波纹管焊绣等污迹使其表面质感更好,形成一层良好的保护膜,这个过程是什么样的呢。1、工作根据所需量配置对应酸液,溶液采用+方法配置;耐酸性钝化槽以及钢丝刷。2、化学酸洗采用槽内浸泡法,将PE波纹管浸泡于酸洗溶液中并不间断翻转移动,达到充分工作的效果;如遇到污迹,可用钢丝刷搽拭去除。
3、漂洗酸洗过后的PE波纹管应用冷热水交替方法冲洗干净,冲洗时长不低于20分钟。4、钝化将钝化剂涂抹在已经过酸洗的工件中并静止一段时间,令钝化膜吸附在表面。5、干燥后放置在纯净空气中,使其自然钝化。
同一批产品中,外形相同,性能同才叫合格的产品。但是有时候这同一批产品中容易有外形不规格的情况,这是怎么造成的呢。1、传动链条因磨损产生节距累积误差,造成模块合模错位。应维修或更换传动链条。2、聚双壁波纹管的波纹成型模块配合精度差,合模时有错位。
应更换模块或模块运行速度同步。3、聚双壁波纹管的料筒温度太低。应适当机筒温度。4、黏度太高。应更换黏度较低的粉料。5、聚双壁波纹管的口模温度太低。应适当口模温度。聚双壁波纹管外形不规格的造成因素不仅是由于原料的问题,而且与所用设备有直接关系,所以在解决时应从多方面考虑



HDPE双壁波纹管施工,一般要先主道,后分支管道,分层开挖。小管沟采用人工开挖。当机械无法开挖的部位采用人工开挖。检查井安装前要行外观检查与型 核对。HDPE双壁波纹管采用承插式接口,当不能采用单承口连接时,可采用双承口连接,双向承插弹性密封圈连接。
HDPE双壁波纹管管道铺设后,因意外造成管壁出现局部损坏,当损坏部位的面积或裂缝长度和宽度不超过规定时,可采取粘贴修补措施。HDPE双壁波纹管管壁局部损坏的孔洞直径或边长不大于20mm时,可用聚氯塑料粘接溶剂在其外部粘贴直径不小于l00mm与管材同样材质的圆形板。
管壁局部损坏孔洞为20~100mm时,可用聚氯塑料粘接溶剂在其外部粘贴不小于孔洞尺寸加l00mm与管材同样材质的圆形板。管壁局部出现裂缝,当裂缝长度不大于管周长的1/12时,可在其裂缝处粘贴长度大于裂缝长度加100mm、宽度不小于60mm与管材同样材质的板,板两端宜切割成圆弧形。
修补前应先将管道内水排除,用将管壁面破损部分剔平修整,并用水清洗干净。对异形壁管,必须将贴补范围内的肋剔除,再用砂纸或锉刀磨平。粘接前应先用环已刷粘接部位基面,待干后尽快涂刷粘接溶剂进行粘贴。外贴用的板材宜采用,从相同管径管材的相应部位切割的弧形板。
外贴板材的内侧同样必须先清洗干净,采用环已涂刷基面后再涂刷粘接溶剂。对不大于20mm的孔洞,在粘贴完成后,可用土工布包缠固定,固化24小时后即可还土,对大于20mm的孔洞和裂缝,在粘贴完成后,可用铅丝包扎固定。在管道修补完成后,必须对管底的挖空部位按支承角的要求用粗砂回填密实。
对损坏管道采取修补措施,施工单位应事前取得管理单位和现场监理人员的同意,对出现在管底部的损坏,还应取得设计单位的同意后方可实施。如采用焊条焊补或化学止水剂等堵漏修补措施,必须取得管理单位同意后方可实施。
HDPE双壁波纹管管道铺设后,因意外造成管壁出现局部损坏,当损坏部位的面积或裂缝长度和宽度不超过规定时,可采取粘贴修补措施。HDPE双壁波纹管管壁局部损坏的孔洞直径或边长不大于20mm时,可用聚氯塑料粘接溶剂在其外部粘贴直径不小于l00mm与管材同样材质的圆形板。
管壁局部损坏孔洞为20~100mm时,可用聚氯塑料粘接溶剂在其外部粘贴不小于孔洞尺寸加l00mm与管材同样材质的圆形板。管壁局部出现裂缝,当裂缝长度不大于管周长的1/12时,可在其裂缝处粘贴长度大于裂缝长度加100mm、宽度不小于60mm与管材同样材质的板,板两端宜切割成圆弧形。
修补前应先将管道内水排除,用将管壁面破损部分剔平修整,并用水清洗干净。对异形壁管,必须将贴补范围内的肋剔除,再用砂纸或锉刀磨平。粘接前应先用环已刷粘接部位基面,待干后尽快涂刷粘接溶剂进行粘贴。外贴用的板材宜采用,从相同管径管材的相应部位切割的弧形板。
外贴板材的内侧同样必须先清洗干净,采用环已涂刷基面后再涂刷粘接溶剂。对不大于20mm的孔洞,在粘贴完成后,可用土工布包缠固定,固化24小时后即可还土,对大于20mm的孔洞和裂缝,在粘贴完成后,可用铅丝包扎固定。在管道修补完成后,必须对管底的挖空部位按支承角的要求用粗砂回填密实。
对损坏管道采取修补措施,施工单位应事前取得管理单位和现场监理人员的同意,对出现在管底部的损坏,还应取得设计单位的同意后方可实施。如采用焊条焊补或化学止水剂等堵漏修补措施,必须取得管理单位同意后方可实施。

产品案例

公司实力

聚乙烯双壁波纹管在生产过程中,需要用到许多工艺,这样才会生产出品质高,硬度大的管材,也可以延长管材的使用寿命,在生产的过程中,需要用到注塑成型的工艺,以下是关于其注塑成型的工艺介绍:1、首先就是压力:注塑过程中的压力包括背压和注射压力两种。
现在,因为衔接便利、牢靠,PE双壁波纹管已经在国内外得到广泛应用。采用螺杆式注塑机时,螺杆顶部熔料在螺杆转动后退时所受到的压力称为背压。通常,背压增加,会使PE熔体的温度均匀性和混合均匀性提高。增加背压还有利于排出熔体中的气体并使熔体密实程度增加,从而提高机器的注射量。
对于原材料,提高背压可以增加熔体的温度、组份和颜色均匀性。2、其次就是温度:聚乙烯双壁波纹管属于厚壁制件,为避免冷却时温差过大导致内应力,料筒温度应取较低值。料筒温度的分布,一般从料斗至喷嘴温度由低到高,以使塑料温度平稳上升而达到均匀塑化的目的。
为防止塑料过热,因此靠近喷嘴段温度略低。模具温度对制品内在性能和外观质量影响很大,除充模速率外,模具温度还将直接影响制品的结晶度和结晶构型。因此,聚乙烯双壁波纹管模具适合使用中等模温,对于聚乙烯材料来说,冷却速率适宜、塑料的结晶度适中,具有较好的物理和力学性能。
3、把握好时间:在整个成型周期中,注射时间和冷却时间对制品质量均有决定性的影响。所以,在生产聚乙烯双壁波纹管的时候,当用到了这个注塑成型的工艺,首先从压力,温度以及时间方面来考虑,生产的过程中,材料的选择,生产的效率,温度都会对注塑成型或多或少地产生影响,所以说要多加注意。
现在,因为衔接便利、牢靠,PE双壁波纹管已经在国内外得到广泛应用。采用螺杆式注塑机时,螺杆顶部熔料在螺杆转动后退时所受到的压力称为背压。通常,背压增加,会使PE熔体的温度均匀性和混合均匀性提高。增加背压还有利于排出熔体中的气体并使熔体密实程度增加,从而提高机器的注射量。
对于原材料,提高背压可以增加熔体的温度、组份和颜色均匀性。2、其次就是温度:聚乙烯双壁波纹管属于厚壁制件,为避免冷却时温差过大导致内应力,料筒温度应取较低值。料筒温度的分布,一般从料斗至喷嘴温度由低到高,以使塑料温度平稳上升而达到均匀塑化的目的。
为防止塑料过热,因此靠近喷嘴段温度略低。模具温度对制品内在性能和外观质量影响很大,除充模速率外,模具温度还将直接影响制品的结晶度和结晶构型。因此,聚乙烯双壁波纹管模具适合使用中等模温,对于聚乙烯材料来说,冷却速率适宜、塑料的结晶度适中,具有较好的物理和力学性能。
3、把握好时间:在整个成型周期中,注射时间和冷却时间对制品质量均有决定性的影响。所以,在生产聚乙烯双壁波纹管的时候,当用到了这个注塑成型的工艺,首先从压力,温度以及时间方面来考虑,生产的过程中,材料的选择,生产的效率,温度都会对注塑成型或多或少地产生影响,所以说要多加注意。

“天天都是 3.15”是我们始终遵循的宗旨,坚持以质量求生存、品质求发展,不断开拓创新。恒塑管道有限责任公司全体员工以“再铸辉煌”为精神动力与社会各界同仁携手共创 河南濮阳双壁波纹管天地,欢迎新老客户莅临我公司参观指导。

选购七孔梅花管厂家供应实力优品来河南省濮阳市找恒塑管道有限责任公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王宇彤-13315125327,{QQ:871495139},地址:[郝北镇邓峪村经济开发区]。