



我们为您准备了数控钢筋锯切生产线现货报价产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:数控钢筋锯切生产线现货报价的图文介绍
建贸机械 有限公司批发零售: 广东江门数控钢筋网排焊机厂家,货源充足,常备库存,现货充足,目前公司客户遍布全国各地,公司一贯重合同、守信用,在业界内享有较高的商业信誉,且有雄厚的经营实力,能稳健地向客户提供产品的营销服务,公司优势:货源充足,价格合理,高端服务,宁可一诺不许,许则一诺千金,欢迎新老客户来电咨询洽谈。


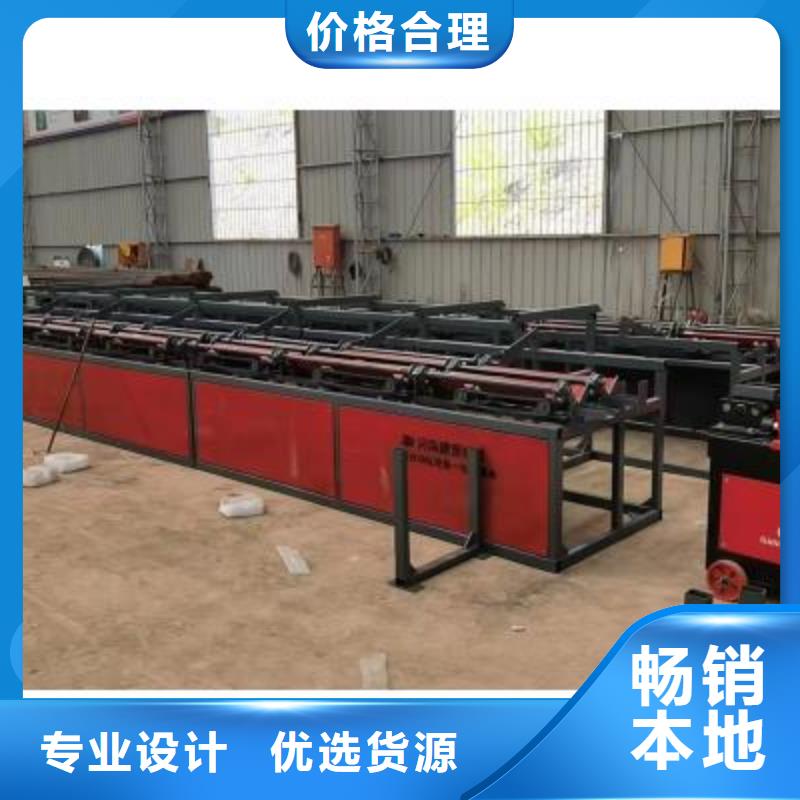
广东江门锯切套丝生产线原料存储架采用大吨位存储,并可 与棒材自动上料机配合使用,实现上一个循环尚未结束时就可进行下一步配料,以节省循环周期;全自动送料辊道,避免原料的二次搬运;钢筋的输送、翻转、传递等全 部由机械完成,大幅度提 高了效率;钢筋输送滚采用V 型耐 磨辊进行,起到了耐 磨、减噪音、寿命长等特点;缩径、滚丝主机头实现了自动夹紧、送进、缩径、滚丝等功效。生产线配置清单1主筋上料机构 1套 主筋承料架,可载重2吨,提高功效、减轻劳动强度2 锯切前自动输送机构 1套 主筋自动传送,链条滚轮输送3数控液压锯床 1套 采用伺服自动定尺、液压自动夹紧与送进,PLC数字控制,精度高;锯条宽度400MM,可并排一次锯切14根28MM钢筋,率。4锯切后自动输送机构 1套 主筋自动传送,链条滚轮输送5双侧自动翻料机构 1套 由多组气动支撑组成,自动翻料6滚丝成料平台 2套 可载重2吨,提高功效、减轻劳动强度7打磨成料平台 2套 可载重2吨,提高功效、减轻劳动强度8电控系统 1套






3.有可能造成缠绕或卷入等危险的运动部件和传动装置,应予以封闭或设置防护装置、或设置警示标识;危险运动零、部件的防护罩、盖及各操作手柄应安装可靠有效。
4.锯轮、皮带轮和锯条(除加工区部分外)应用固定式和/或可调式防护装置防护,其中:卧式带锯床的锯轮和带锯条运动部分防护罩完好,圆锯床的罩或挡板应与圆锯片外露部分相适应,弓锯床根据需要设置挡板并完好;卧、立式带锯床工作时,加工区防护装置应能调整至与工件保持小距离,即尽可能靠近工件;立式带锯床工作台上所使用的盖条(或垫块),应保证锯条两侧的间隙不大于3mm;滑车型立式带锯床的进给部分应设置限位装置,限位应可靠。
5.锯片防护装置和挡板的设计应与圆锯片外露部分相适应,其位置应靠近前使用位置。 *
6.锯床开关灵敏、可靠,标识清晰;能及时切断电源,无缺损、破裂。
作业活动
7.工作前对进给系统进行操作试验,确保灵敏可靠。
8.操作时应调整好防护罩或挡板,工件夹紧和锁紧可靠;锯条(片)应拉紧或装夹牢固,进刀量在允许范围内;在立式带锯床上进行手动进给时,应使用加工区专用工具,以防止手或手指进入加工区。 *
9.锯长料时,前、后应使用托架(见图示),防止材料锯断时坠落伤人。
4.锯轮、皮带轮和锯条(除加工区部分外)应用固定式和/或可调式防护装置防护,其中:卧式带锯床的锯轮和带锯条运动部分防护罩完好,圆锯床的罩或挡板应与圆锯片外露部分相适应,弓锯床根据需要设置挡板并完好;卧、立式带锯床工作时,加工区防护装置应能调整至与工件保持小距离,即尽可能靠近工件;立式带锯床工作台上所使用的盖条(或垫块),应保证锯条两侧的间隙不大于3mm;滑车型立式带锯床的进给部分应设置限位装置,限位应可靠。
5.锯片防护装置和挡板的设计应与圆锯片外露部分相适应,其位置应靠近前使用位置。 *
6.锯床开关灵敏、可靠,标识清晰;能及时切断电源,无缺损、破裂。
作业活动
7.工作前对进给系统进行操作试验,确保灵敏可靠。
8.操作时应调整好防护罩或挡板,工件夹紧和锁紧可靠;锯条(片)应拉紧或装夹牢固,进刀量在允许范围内;在立式带锯床上进行手动进给时,应使用加工区专用工具,以防止手或手指进入加工区。 *
9.锯长料时,前、后应使用托架(见图示),防止材料锯断时坠落伤人。



广东江门锯切套丝生产线的原料存储架采用大吨位存储,可与棒材自动上料机配合使用,上一个循环尚未结束就可以进行下一步配料,缩短了循环周期。广东江门钢筋锯床全自动送料辊道,避免原料的二次搬运;钢筋输送、翻转、传递全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊,耐磨、噪音低、寿命长.产品特点:1、可自动完成对钢筋端头的自动切断,切头端面平整,可直接套丝。2、钢筋定尺机构采用伺服电机控制,通过伺服电机驱动丝杠机构来调整锯切刀口与定位挡板之间的距离,采用编码器测量,可锯切各种长度的钢筋。3、对钢筋长度的自动定尺,钢筋长度剪切齐头钢筋尾料短可达到1cm,提高材料的利用率。4、锯切主机生产效率高,可对原料钢筋的两端自动定尺齐头,锯切主机采用双立柱设计,升降平稳,锯切稳定;钢筋压紧采用液压油缸两侧压料,压力大锯切过程中,钢筋不会转动减少对锯条的损伤,钢筋切头均匀。5、一级套丝辊道输送平台采用链条式传动,可对齐头后的钢筋临时储料,实现加工作业的流水线作业,减少设备的二次搬运,提高生产效率。6、套丝辊道采用V型轮输送,无需人工辅助,保证钢筋自动输送至套丝机,套丝完成后可自动翻至下一个工序;V型采用耐磨材料。
