
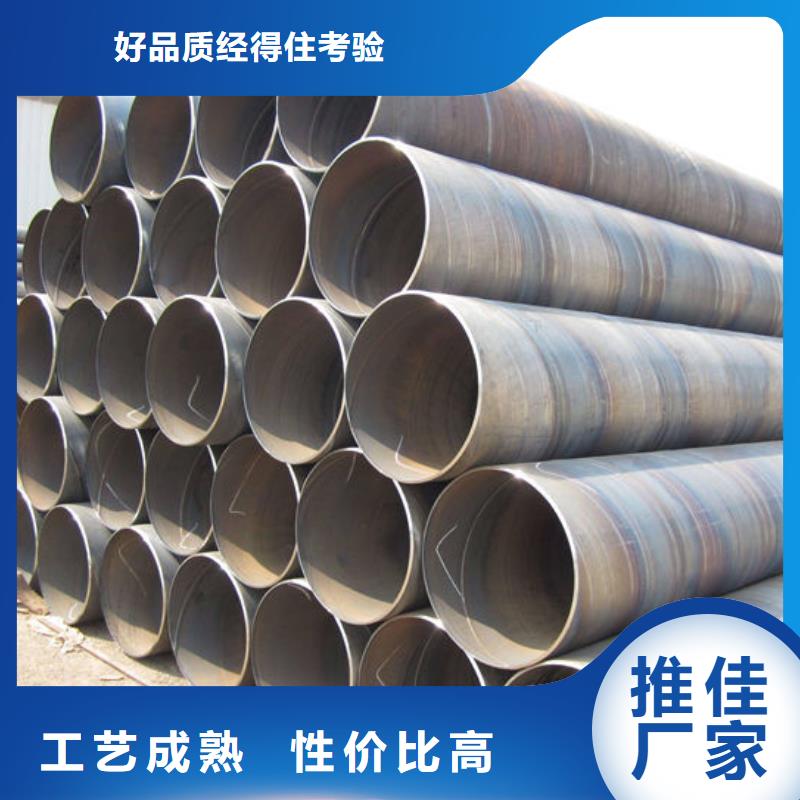




螺旋钢管的主要技术特点:1.成形过程中,钢板均匀变形,残余应力小,表面无划痕。加工后的螺旋钢管在直径和壁厚范围内具有更大的灵活性,特别是在生产高钢级厚壁管,特别是中小直径厚壁管时,它具有其他流程无法比拟的优势,可以满足用户的需求。对螺旋钢管规格有更多要求。2.先进的双面埋弧焊技术能实现位置的焊接,不易出现边缘误差、焊接偏差、焊接缺陷等问题,便于焊接质量的控制。3.为了使钢管生产全过程得到有效检测和监控对钢管进行百分百的质量检验,有效保证了产品质量。4.整个生产线的所有设备都具有与计算机数据采集系统联网的功能,以实现数据的实时传输,生产过程中的技术参数由中央控制室控制。5.原料是盘管、导线和熔剂。进入前必须经过严格的物理和化学检验。6.剥去钢头尾对接接头,采用单丝或双丝埋弧焊,卷成钢管钢材后,自动进行埋弧焊修复焊接。7.成形前,将带钢调平,修整,刨平,表面清洁,运输和预弯曲。8.用电接触压力计控制输送机两侧的压力,以确保钢带的顺利运输。
钢管做结构件节点连接常见的有螺栓连接、铆钉连接,也会用到焊缝连接,既有简单的加劲板焊接、法兰盘焊接也有复杂的钢结构焊接,常见焊接方式有气保焊、埋弧焊,电渣焊、栓钉焊,手工电弧焊、高频电阻焊。采用螺栓连接优点是安装方便,特别适用于工地安装连接,也便于拆卸,缺点是拼装时对孔增加制造工作量,螺栓孔还使构件截面削弱比较费钢材;铆钉连接优点是塑性和韧性较好,传力可靠,质量易于检查和保证,缺点是铆接工艺复杂、用钢量多,费钢又费工;采用焊接连接方式的优点是构造简单、节约钢材、加工方便,且容易实现自动化操作、效率高;其缺点是有热影响区,焊接残余应力及残余变形,甚至可能造成裂纹。
螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了钢材焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
先要在干燥、整洁、沒有腐蚀性的条件中应用,不锈钢方管是耐腐蚀性钢,它不生锈是由于表层形成了一层氧化膜,这层氧化膜又称钝化膜,这层薄到人的眼睛没办法看得见的氧化膜就是那么神奇,保护着不锈钢方管不会生锈。潮湿的条件,空气中的水分含量多了,容易让不锈钢方管发生氧化,从而出现锈斑。如果是酸碱性比较强的条件,不锈钢材方管表层更容易氧化,那生锈的就更快了。所以我们应用不锈钢方管也需要看下条件,像沿海城市等地区假如要想用不锈钢方管就只有挑选耐腐蚀性强的304不锈钢方管或者是性能更佳的316材质不锈钢方管。
