
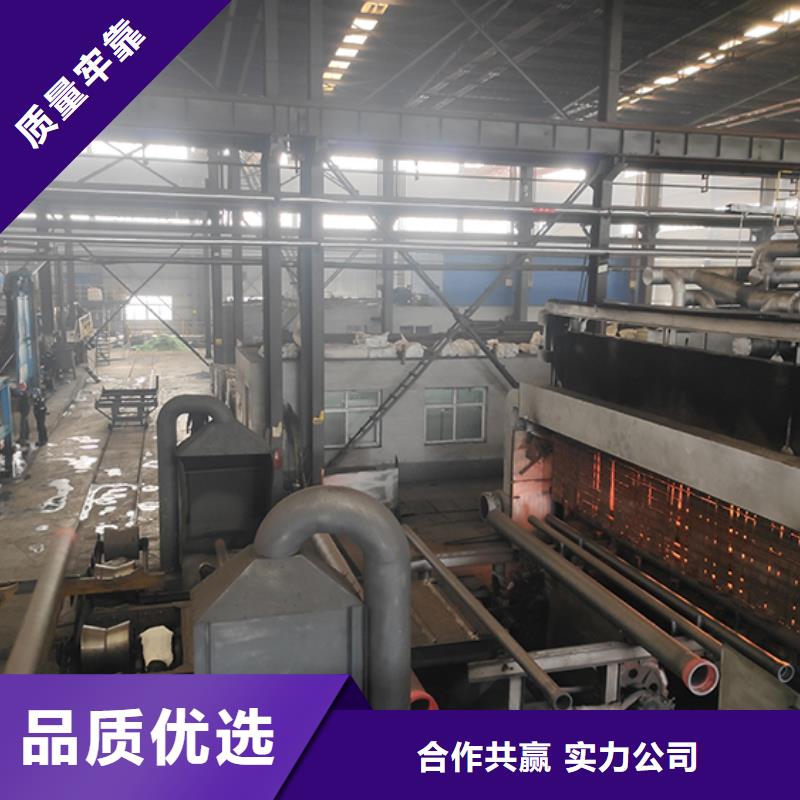






1、牌号和化学成分球墨铸铁管用钢的牌号和化学成分应符合GB 3092所规定的黑管用钢的牌号和化学成分。2、制造方法球墨铸铁管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。3、球墨铸铁管及管接头3.1 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。4、力学性能球墨铸铁管镀锌前的力学性能应符合GB 3092的规定。5、镀锌层的均匀性镀锌钢管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。6、冷弯曲试验公称口径不大于50mm的镀锌钢管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。7、水压试验水压试验应在球墨铸铁管进行,也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。
球墨铸铁管终饰涂层如何涂覆球铁铸铁管喷锌后,应选用符合沥青涂料或与锌凃层相容的合成树脂涂料作为终饰涂层材料。由生产厂决定涂覆终饰涂层的方法,如喷涂或刷漆,终饰涂层应均匀覆盖锌凃层,无裸露或附着不牢现象。终饰涂层干膜的平均厚度应不小于70μm,局部小厚度应不小于50μm。为了避免起泡,终饰涂层干膜的平均厚度应不超过250μm。锌涂层应覆盖球墨铸铁管的外表面,无裸露及附着不牢等缺陷。锌涂层质量的平均值不应小于130g/m2,局部小值不应小于110g/m2。只要锌涂层的质量符合要求,允许出现螺旋形外观。由于操作造成的锌涂层损伤,只要每平方米面积中累计损伤区域面积不超过5cm2及单个损伤区域较小的一边尺寸不超过5mm,可认为该涂层质量合格。较大面积损伤应进行修补。生产者应目视检测每根球墨铸铁管涂层的状况及其均匀性,并对锌涂层质量进行定期测量。
例如,钢管和铸铁管的主要问题是接头在其整个使用寿命期间普遍腐蚀和泄漏。PE管在这些方面具有明显的优势,可以有效地解决传统管道的腐蚀和接头的渗漏问题。如果选择了清洗PE供应管道的方法,则应根据环境选择该方法。此外,请注意,在清洁时必须考虑几个因素。处理PE给水管中的杂质和废水,避免PE给水管二次污染。作为球墨管的一种,球墨铸铁管因为具有铁的本质钢的性能,机械性能良好,防腐性能优异延展性能好,密封效果好等优势而被用到了排水工程中。不过,在实际使用中,球墨铸铁管也遇到了一些问题一排水管件不顺流产生这类问题的原因是在弯头和三通处没有采用顺流配件,增加水流阻力所造成。主要服务包括失恋、心理咨询、***、爱情修复、婚姻修复和排斥。第三方或其他公司。简爱致力于******行业走向规范化和日光化。注重服务质量,建立严格的服务质量控制体系。通过领导的努力,我们可以解决您的身心问题,告别您的异常心理,走向心理、身体、幸福的道路!方群武:白猪。在焊接施工中,对于一些难以焊接的管道,不得使用可靠的管吊直接焊接。浓碱液输送管道;平均温度400℃以上的碳钢管;冷冻介质输送管道;使用焊接管道支架和管道起重机,以下情况除外。
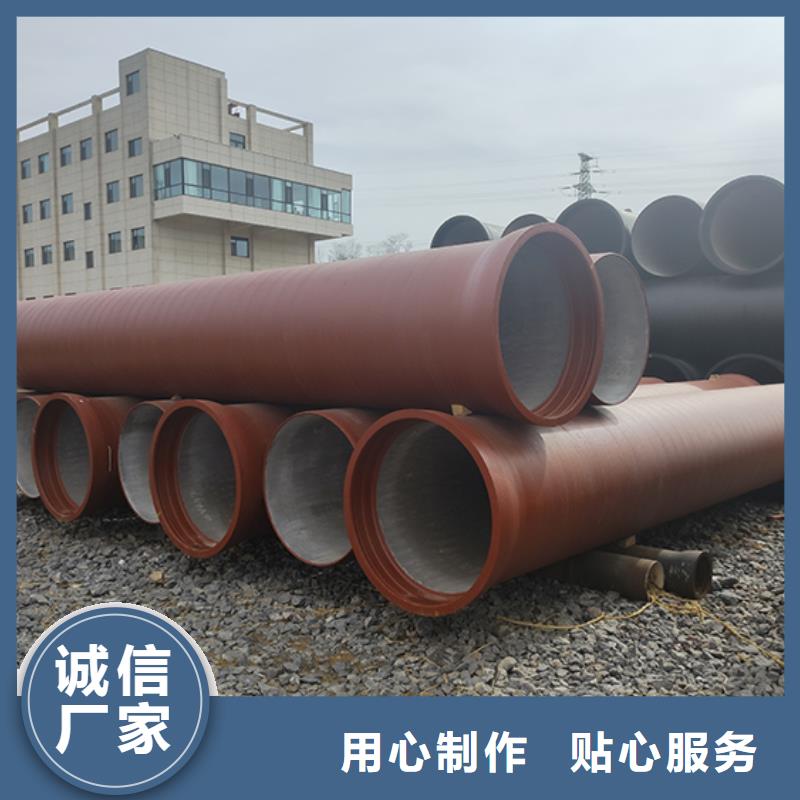
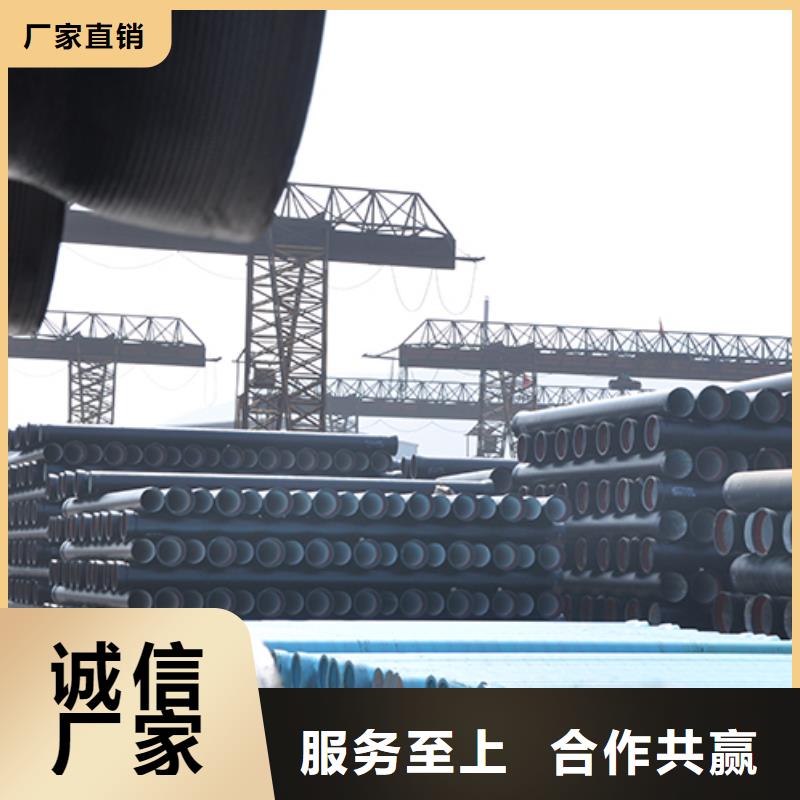
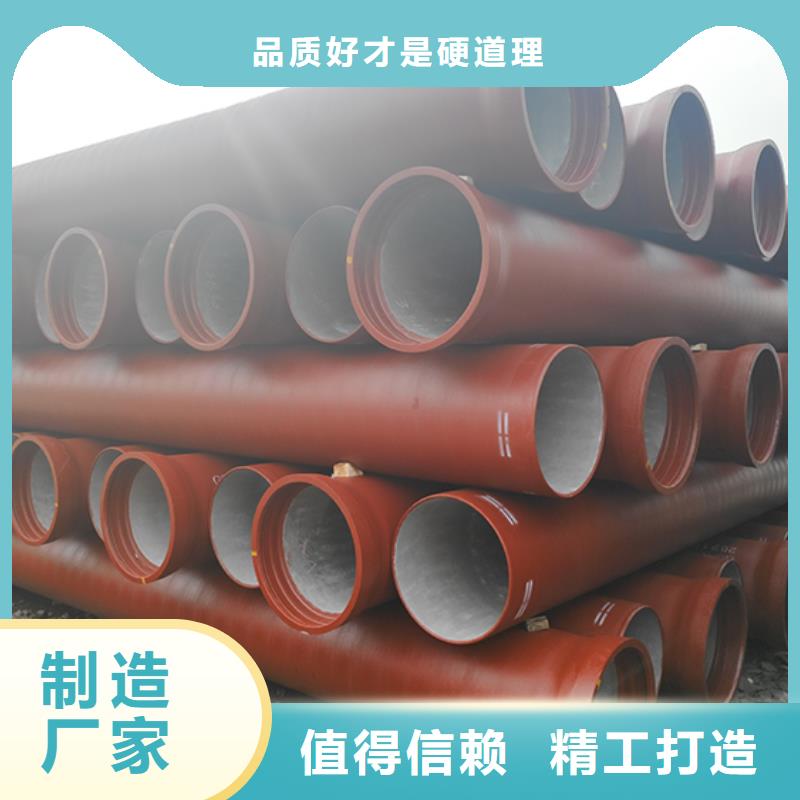
K9球墨铸铁管标准采用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管材,称之为“球墨铸铁管”(Ductile Cast Iron Pipes),简称为球管、球铁管和球墨铸管等。主要用于自来水的输送,球墨铸铁管规格公称直径DN(mm)外径DE(mm)壁厚T(mm)承口凸部近似重量(kg)直部每米重量(kg)总质量(kg)(标准工作长度6000mm)总质量(kg)(标准工作长度5000mm) K8K9K10 K4015 球墨铸铁管外观 编辑本段性能 球墨铸铁是铸铁的一种,是一种铁、碳和硅的合金。是自来水管道理想的选择用料。球墨铸铁管是铸铁管的一种。质量上要求铸铁管的球化等级控制为1-3级(球化率>80%),因而材料本身的机械性能得到了较好的改善,具有铁的本质、钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能良好,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。