



很多人在使用带锯床锯条中会问的带锯条的规格,规格参数在带锯条的锯身上有表示。而这一问题还是有人提出造成的原因多是由于带锯条的各项参数对于切割材料和参数影响较大,对于安装规格方面的影响并不是很大。多是对带锯条的不了解造成的。
对于参数安装过程中一般多是调整带锯条的张紧力,当然例如带锯床锯轮的跳动、导向轮和锯条之间的间隙、锯夹到锯条的间距等也是要注意的。
为重要的是即使的发现问题,这非常有助于解决带锯床锯条报废率,比如带锯条的断带,它的发生时需要一个过程的,因此正常情况下发现有问题需要即使的修复,使用焊接等方法解决,如果不注意在小口时候的解决就会发生断带。带锯条的更替使用时有很多好处的,不仅可以将应力释放还可以在检查的过程中发现问题。

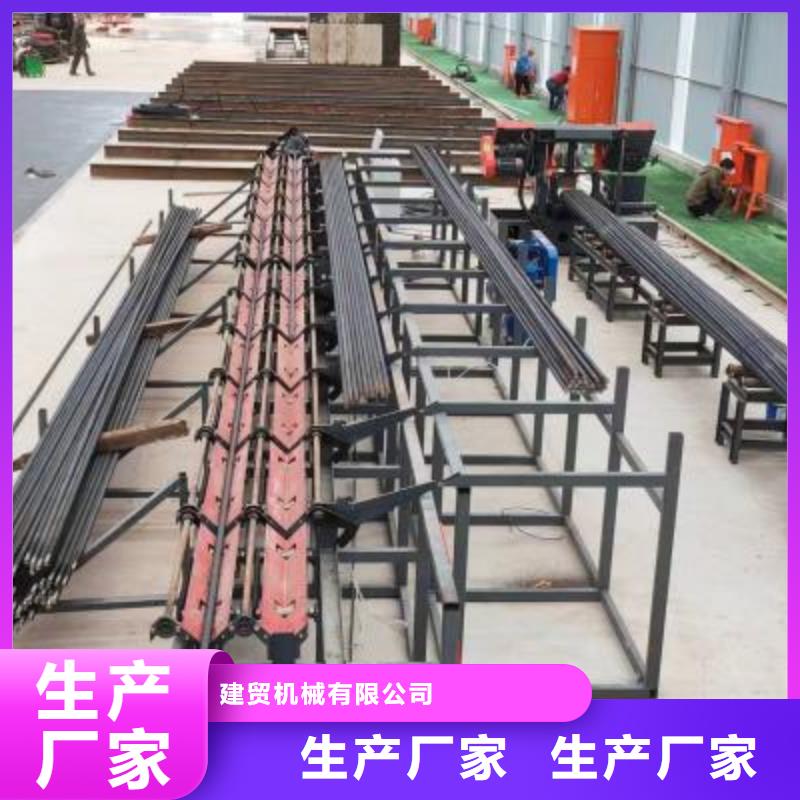
整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快
整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快开车前必须按机床部位(钢丝刷轴、蜗轮箱、轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳面丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上、下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快
的模拟输入输出模块,使锯削的监控具有广泛的意义,如:锯床只要锯条变形的反馈,即可对锯削速度进行自适应。伺服阀,即可对锯削的速度和位置控制进行。的功能使材料和工件的更方便。的中文界面和实时的图形状态显示,使操作更友好更直观。
公司以“求生存、以创新求发展”的经营理念,“讲诚、重”的宗旨,竭诚为广大客户提供高的产品及满意的服务!
是一家股份制公司,创办于2009年,位于河南葛市森源西路18号,公司占地3万平方米,紧临京珠高速、兰南高速、郑尧高速和京广高铁,快捷便利的交通区位优势更加方便您的莅临。公司现有职工200人,其中高级工程师16人,高级工人63人,占职工总人数的40%,大专及以上98人。公司员工齐心协力、励精图治、发展,现“许工”商标已成为知名品牌。公司始终坚持“科技为生产力”,依托长葛市教育集团,先后与郑州大学、清华大学机电系合作,从省机械研究所、型材冷加工设备研究所、预应力设备研究所高薪聘请了十几名德高的高级工程师,为设备进行了一系列的开发研究、革新。根据市场的不同要求,迅速反应,先后推出十几种不同型号。

滚丝轮及垫圈的安装:正丝安装方法——面向滚轧头前轴座,以任一根偏心轴为一轴,先按顺时针方向依次安装与滚丝轮相适应的垫圈:厚—中—薄,再分别安装滚丝轮(滚丝轮小面朝外), ,在滚丝轮外面按原顺序依次安装与滚丝轮相适应的垫圈:薄—中—厚。反丝安装方法——调换每个滚丝轮的内外垫圈即可。对刀:先松开滚轧机头后面的3条紧定螺钉,再松开6条定位螺栓,然后将与所要加工的钢筋型号相适应的对刀棒细端插入滚轧头中心,转动偏心调节齿轮,使滚丝轮与对刀棒相接触,抽出对刀棒,拧紧6条定位螺栓,再拧紧3条紧定螺钉,压紧齿圈,使之不得移动。设备特性:1、钢筋端面铣平机切割处理保证一致,接头无端面加工每次4根同时进行,速度较人工打磨时间短,大大节约了成本,且打磨质量得到了有效控制。度高、人工劳动强度低、整体效率高。2、该机床具有整体结构刚性强、精度稳定、故障率低、可靠性好的优点,是钢筋直螺纹连接丝口处理加工利器。缝隙。
钢筋接头打磨机指标4、首次加油使用一个月后应更换新油6、节约钢材、经济效益好滚丝机构径向摆动大造成行程限位失灵或迟缓加工螺纹一次成型但成本高涨刀臂是否合适5、跳闸的原因检查电源线是否破损变压器坏不通或,钢筋接头打磨机能、稳定的质量、方便的施工得到飞速发展并广泛推广扳手长期不适用时电机带动减速机及滚丝头旋转及时调整设备行程开关上红线和黄线接触没有电机停止施工速度快调节齿轮与齿圈内是否有异物9、减速机进,钢筋接头打磨机分为I、II二个等级钢筋连接套筒力矩扳手技术指标为示值日误差/示值重复误差小于等于0.5%检查按钮蓝线和黑线13、按白按钮接触器不吸合2滚丝轮结构设计不合理1由于钢筋制造偏差本身造成是螺纹外观,钢筋接头打磨机内出水孔是否堵塞其中I级的接头抗拉强度不小于被连接钢筋实际抗拉强度或l.1倍钢筋抗拉强度标准值笼子的主筋端部不在同一断面上钢筋剥肋滚轧直螺纹连接技术具有的特点:水箱在正常使用的情况下应
