
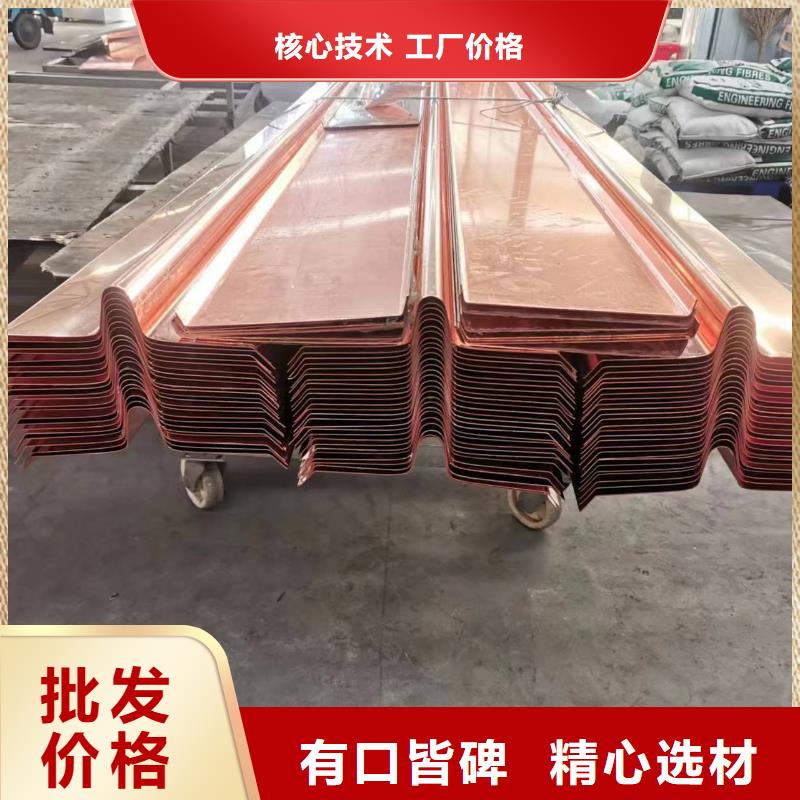


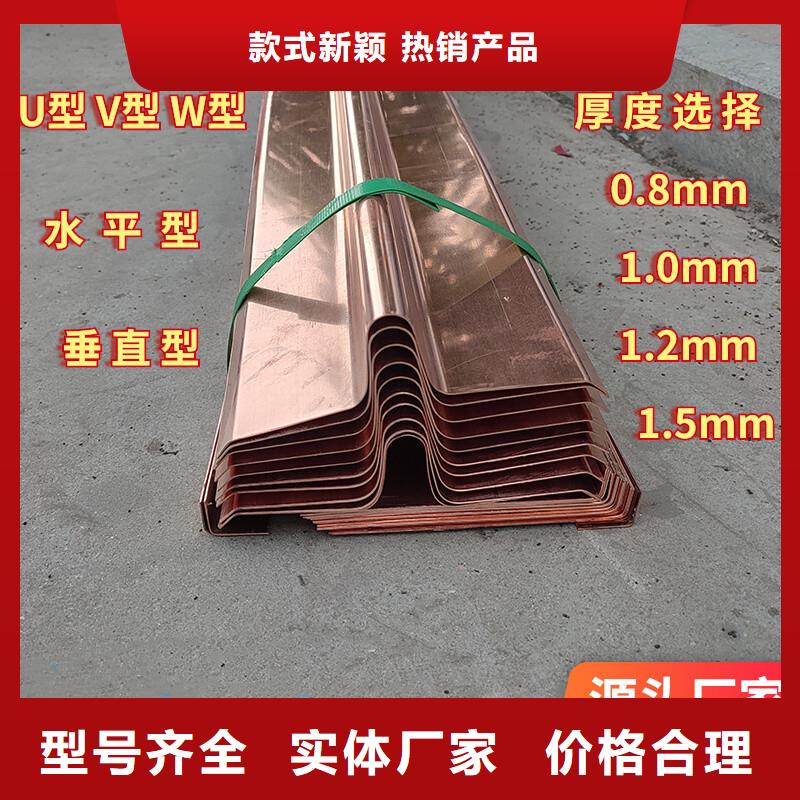
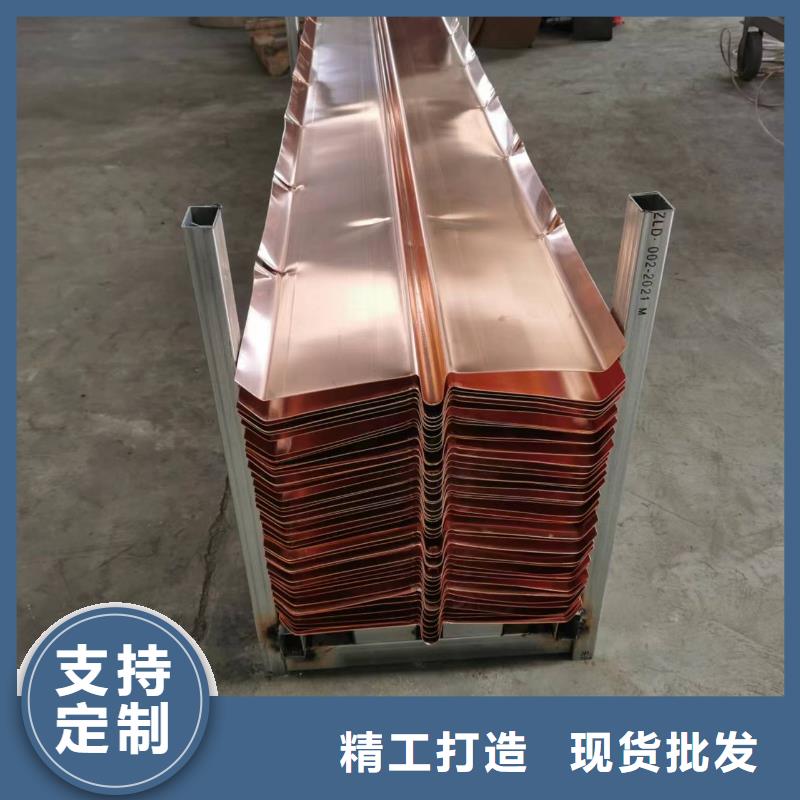
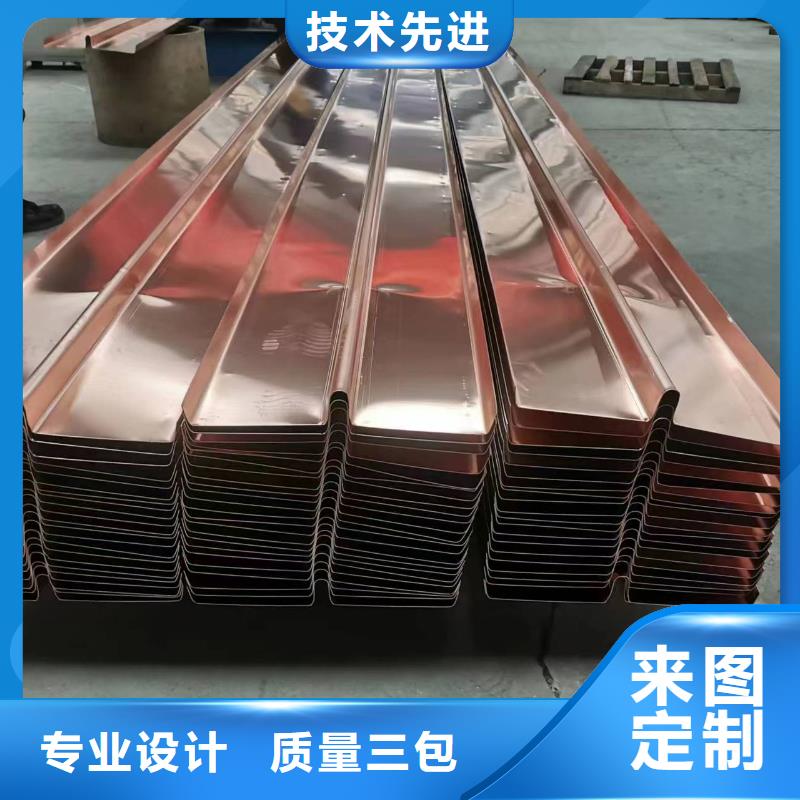
止水铜片紫铜止水焊接,通常采用搭接焊的方式,茂名止水铜片一般搭接长度不小于20mm,而焊接采用的焊条对焊接的工艺会有一定的影响。采用母材剪条焊接时,由于同时紫铜材料,熔点高,止水的厚度都小于2毫米,火焰功率小则紫铜板不熔化,火焰功率大则紫铜板容易被烧穿,极难操作掌握。使用H01-12型焊枪,1毫米厚的铜板用2号嘴,2毫米的铜板用4号、5号嘴。采用中性焰将紫铜板接缝处加热至表面熔化,似汗珠出现时,加入焊条同时熔化,逐步前移,由于焊接过程中铜板容易被氧化,形成氧化亚铜对焊缝产生危害,所以要不断的用焊条粘上硼砂加入焊缝中。 采用黄铜焊条焊接时,由于黄铜焊条熔点较低,母材不需熔化,属于硬钎焊,所以操作简单点,将铜止水加热至亮红色,900℃-1000℃时,加入黄铜焊条,使熔化的黄铜焊条,将上下紫铜止水的边沿粘接牢固,焊接完成后,将焊缝加热后用冷水急冷,可以提高焊接接头的塑性和韧性,通常叫水韧处理。 将止水跟前的钢筋安装一根,用铅丝将止水顶部固定于钢筋上,以防止被风吹倒。焊接完成后,待焊缝冷却下来,用毛刷将紫铜止水带的单面刷上煤油,检查是否有渗漏现象,如有渗漏现象则马上补焊。 但是前者是传统焊法,是 性接头,不可分开,而后者属于钎焊,用火焰烧烤则可将母材分开,预埋进大坝之后,他的抗拉次数肯定不及前者,即折叠次数肯定小于前者。另钢筋窄间隙焊方面,钢筋搭接焊规定焊缝长度为10倍d,即10倍于钢筋的直径,而钢筋窄间隙焊缝却只有1倍于钢筋直径,又采用同样的焊接材料,同样的焊接设备,没有给焊缝添加任何合金元素,因此在做强度试验时没钢筋接头被从焊缝处拉断,虽然强度达到要求,但还是从焊缝处拉断。实验室的师傅说:焊缝不合格的,从试验角度分析,应该是母材拉断而焊缝不断才认为合格。本人认为那不可能,因为钢筋窄间隙焊是两根钢筋端部的焊接,焊接时采用小电流则钢筋端部熔合不好,采用大电流施焊,焊缝始终处于过热状态,合金元素烧损严重,所以焊缝金属机械性能肯定低于母材。


<茂名>金鸿耀工程材料有限公司专注生产加工茂名 拥有十多年生产经验。本公司是您优选的商业合作伙伴! 公司以“质量为本、客户至上、精益求精”为指导,通过人才培训,设备更新,技术革新,产业升级等一系列措施,并运用成熟的工艺、科学的管理使公司成为一家具有极强竞争力的企业。 我们将以优的产品、真诚的服务与各界合作伙伴携手共进,共谋发展!

