










球墨铸铁管沟槽连接管件包括两个大类产品:①起连接密封作用的管件有刚性接头、挠性接头、机械三通和沟槽式法兰;②起连接过渡作用的管件有 弯头、三通、四通、异径管、盲板等。 起连接密封作用的沟槽连接管件主要有三部分组成:密封橡胶圈、卡箍和锁紧螺栓。位于内层的橡胶密封圈置于被连接管道的外侧,并与预先滚制的沟槽相吻合,球墨铸铁管再在橡胶圈的外部扣上卡箍,然后用二颗螺栓紧固即可。由于其橡胶密封圈和卡箍采用特有的可密封的结构设计,使得沟槽连接件具有良好的密封性,并且随管内流体压力的增高,其密封性相应增强。 理念-微笑、速度、诚信、技巧、专业。??1.高炉烧水。2.铁水电炉调质。精制低磷低硫的铁水,并确保铁水的碳,磷和硫等元素的含量符合要求。中频电炉在调质过程中通过先进的分析和完善的工艺控制,保证铁水成分稳定。3.铁水球化。电炉生产的铁水加入球化剂进行球化处理,调整成分以达到工艺要求。每一炉铁水都要经过光谱仪进行成分分析,使铁水完全符合离心浇铸的要求。4.制芯。5.离心浇铸。采用水金属工艺进行离心浇铸。电炉融化后的1360℃左右的铁水被连续地浇进高速旋转的管模中,并通过水冷却使铁水凝固形成球墨铸铁管。6.称重。7.退火。指的是将球墨铸铁管缓慢加热到一定温度,保持足够时间,然后以适宜速度冷却。目的是降低硬度,改善切削加工性;残余应力,稳定尺寸,减少变形与裂纹倾向;细化晶粒,调整组织,组织缺陷。8.喷锌。为使球墨铸铁管耐腐蚀性更进一步增强,需在管子的外表面进行喷锌处理。采用金属锌喷涂,材质为含锌量99%以上的金属锌。为保证喷锌的质量,应在热处理工序完成后,管体本身还有一定温度时进行喷锌。9.整圆与打磨。10.水压试验。按照国际ISO标准对每一根球墨铸铁管进行水压测试,一旦发生渗漏,该铸管立即报废,所有的铸铁管不焊补,不胶补。11.水泥内涂。12.养生。创造适当的温度和湿度,使水泥强度不断增长。13.沥青喷涂:内涂养生后的喷锌球墨铸铁管加热后,由沥青外涂机在高压下喷涂进口沥青漆,增加球墨铸铁管的防腐能力。14.球墨铸铁管成品。其他各部门用管。如:容器用管(高压气瓶用管与一般容器管),仪表仪器用管、手表壳用管、注射针头及其医疗器械用管等。
现在的市场中,各行业之间的竞争都比较大,市场发展也困难重重,球墨铸铁管在此之间也表现的尤为艰险,危机是一次自身完善的 过程,也是球墨管行业市场一次“洗牌”的过程。在困境中,如何让球墨铸铁管企业处于不败之地呢?小编认为,企业要有球墨铸铁管价 格的概念,要注意卖价格。据调查了解,现在市场上的球墨铸管滞销情况严重,大多数的球墨管企业认为是自己的产品缺乏竞争力,盲目投入大量广告,以期 望提高销售力度。球磨铸铁管另外在投入广告后,企业又将产品降价,这样企业的自检回收率将大大降低,抗风险能力也将降低。降价的确可以促进 球墨铸铁管销售,但同时也失掉了利润,并且有可能对球墨铸铁管品牌的形象造成损伤。在今天,单纯的降价在今天的球墨铸铁管市场环境下已经显得低级且无力,你降价,竞争对手也跟着降价,甚至降幅更大,接下来你 还怎么办呢?这个同质化竞争十分激烈的球墨铸铁管市场中,企业有什么方法可以在不降价的情况下促进球墨铸铁管销售的目的呢?想要销售出去球墨铸铁管,办法只有一个:性价比。了品牌的价值,保持了球墨铸铁管的质量,提供贴心到位的服务,让客户记 住价值,忘记价格,那么球墨铸铁管价格对你来说不是什么烦恼的事儿。
以弯头为倒,若做长半径弯头,如钢管,要先选定规格,提出管料。扩径率,通过理论计算,一般扩径率在33%-35%之间,倒推回去。短半径219mm的一般的扩径率为50%。选好原料后,按弯头规格下料,再考虑曲率半径 比如,90°的弯头,通过其曲率可以算出下多长料可加工出90°的弯头。通过理论计算可算出,然后以该长度为定尺进行切断。 把料进行热推制。推制机大家可能都看过,实际很简单。它是一个牛角状芯头或芯棒,芯棒由细变粗,推制过程是一个扩径带弯曲的过程。后边有支撑,把下料管段穿入芯棒,后边有一牌坊架将芯棒固定。中间有一小车,小车有的通过液压传动,有的通过机械传动即丝杠传动,然后往前推小车。小车推着管子顺着芯棒往前走,芯棒外有一个感应圈,把管子加热,加热好,然后小车把管子推下,就加工好一个。推好后,弯头要就此热状态下进行整形。因为有的弯头处理不当后,就会扭曲,这是不允许的。另外,推头后一般都是前端外径大,要通过整形模进行整形。整形模实际上是一个压力机,要有一套模具,两个半圆弧,上下各一个。整形后的外径就达到了成品的尺寸要求了。壁厚就以来料的壁厚进行控制。弯头和管子的壁厚公差都是相同的,均为±12.5%。在推制过程中,正常情况下壁厚不应当发生变化,但如果因为工具原因,有的地方会发生减壁现象,所以一般提料时,壁厚要加一些余量,如弯头是8.18mm的壁厚,一般都提8.5mm左右的管子,防止在推制时由于局部减厚而超差。整好形后,弯头的外径、壁厚尺寸都达到了要求。下面就进行精整工序,经过喷丸处理,把弯头内外表面的氧化铁皮去除,把两端进行坡口处理以便于焊接。再经过检查、打钢字、喷涂漆、包装等工序后,就可以出厂了。以上是24″以下以无缝钢管作为原料的弯头生产方法,超过24″以后即600mm以上的, 弯头在2.032米~2.80米之间,是用钢板做的。把钢板按要求裁成料后,像uoe成型,也是通过冲模冲压冲成圆形。有两半然后再拼合、焊接。由于焊缝的存在,所以要进行无损探伤。由于有焊接应力的存在,所以还要进行热处理。焊接弯头多了两道工序:一是探伤,一是热处理。其他程序相同。
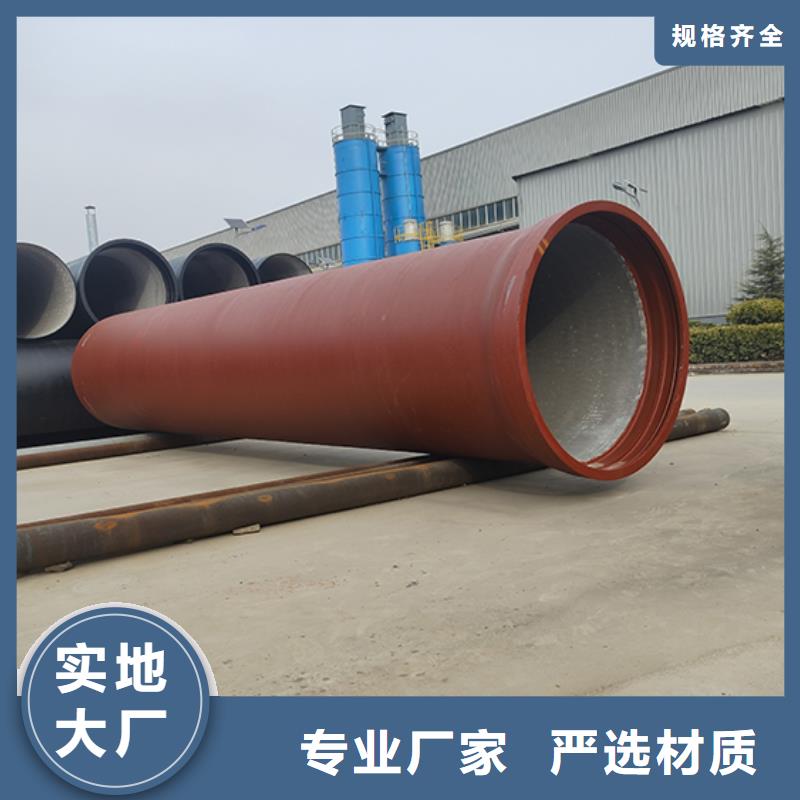
球墨铸铁管
球墨铸铁管有很多方法做的,其中有有一种叫做衬树脂砂热模法,今天小编就跟大家分析下这种铸造方法。球墨铸铁管在离心铸造中有一种方法叫衬树脂砂热模法,此种方法并不多见,也不是常用法,它是将管模加热到160-220度,然后在管模内壁里边内衬上涂覆一层膜树脂砂,一般这一层的涂覆厚度掌握在3毫米到5毫米就可以,内壁管模上带有一些排气孔,这样在浇注铁水时覆膜砂时,产生一些气体泡会无故的淌出来。由于树脂砂衬可以做到保护作用,使球墨铸铁管的管模承受热复荷的力度,大大减少。这样可以使球墨铸铁管的管模寿命增长,此寿命在10000次以上/根,使用这种方法生产铸管的冷却速度比较慢,这样铸态组织中残留的碳体,只要稍微经过一下低温的退火处理,就可以得到想象中的金相组织和较高的力学性能。衬权脂砂热模法:这种铸造方法是50年代时,首次在日本实验成功的例子。到现在为止,我国内可以做到这种铸造方法没有几个。其中,我钢益管业可以用此铸造方法生产1000毫米到2600毫米的大口径球墨管。
