



联系我们

东城电气焊|二保焊培训技校咨讯
更新时间:2024-12-28 05:42:41 浏览次数:8 公司名称: 虎振技工学校
| 产品参数 | |
|---|---|
| 产品价格 | 2980/个 |
| 发货期限 | 不限 |
| 供货总量 | 600 |
| 运费说明 | 自理 |
| 培训方式 | 全日制线下脱产学习,以实践为主 |
| 学期 | 1个月、4个月、8个月、1年、3年 |
| 学费 | 学期不同,收费不同,具体电话咨询 |
| 授课地点 | 保定市南二环1956号 |
| 开课日期 | 随到随学 |
| 招生条件 | 面向全国,14周-60周不限男女,均可报名 |











职业技术人才就像房子的柱子一样,支撑着整个构架,但住在房子里面的人却看不到,因为他们已经被墙面所遮掩,当有 房子倒塌的时候,人们才知道柱子有多重要。
焊接培训、氩弧焊、数控在越来越困难的就业形势近年来仍然是独立的这是工作良好的形势来吸引大量的学生从事技术工作。但对焊接培训类类型还没有深刻的了解就业形式包括一些学生是学习焊接培训专业的了解本专业发展和职业前景模糊电焊培训专业的就业前景如何为您做以下分析。
近年来,焊接培训已成为一门独立的学科广泛应用于航天、航空、核工业、船舶、建筑、机械制造工业、国民经济的发展在我国特别是制造业的发展焊接培训技术是一种不可或缺的加工手段。离开焊接培训 无法想象如何完成各个项目。
焊件不需要預熱.焊前在試板上試焊,當確認無氣孔後再進行正式焊接。采用高頻引弧,起弧點應越過中央線20mm左右,並停留不動約2-3秒,見圖1。然後在保證焊透的情況下,采用大電流、快速焊。焊絲不擺動,焊絲端部不應離開氬氣保護區。如離開氬氣保護區.焊絲端部應剪掉。焊絲與焊縫表面的夾角宜在15O右。焊槍與焊縫表面的夾角宜保持在80O~90O之間,如圖2。為增大氬氣保護區和增強保護效果,可采用大直徑焊槍瓷嘴,加大焊槍氬氣流量。當噴嘴上有顯著阻礙氬氣氣流暢通流暢的飛濺物附著時。必需將飛濺物或更換噴嘴。當鎢極端部泛起污染,外形不規則等現象時.必需修整或更換。鎢極不宜伸出噴嘴外。焊接溫度的控制主要是焊接速度和焊接電流大小的控制。
目前焊接系统的特点
1. 机械装置
点焊机系统由机械装置、供电装置、控制装置三大部分组成。点焊机为了适应焊接工艺要求,加压机构(焊钳)采用了双行程快速气压传动机构,通过切换行程控制手柄改变焊钳开口度,可分为大开和小开来满足焊接操作要求。通常状态为焊钳短行程张开,当把控制按钮切换到“通电”位置扣动手柄开关则焊钳夹紧加压,同时电流在控制系统控制下完成一个焊接周期后恢复到短行程张开状态。
2. 供电装置
主电力电路由电阻焊变压器、可控硅单元、主电力开关、焊接回路等组成。目前,我们采用的焊接设备是功率200kVA、次级输出电压20V的单相工频交流电阻焊机。由于多种车型共线生产,焊钳要焊接高强度钢板和低碳钢薄板,
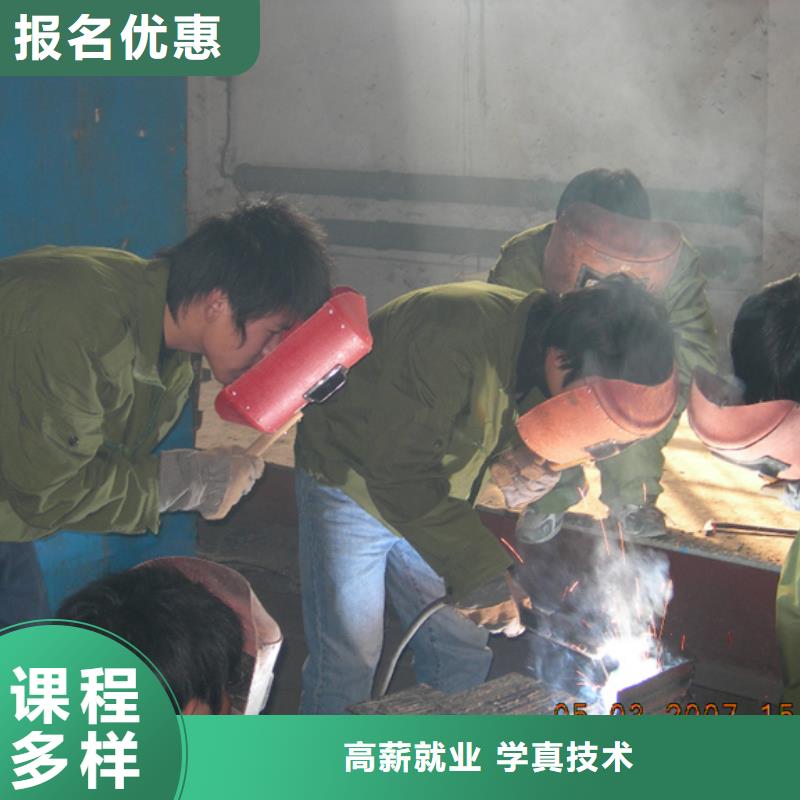
看得清楚焊条熔化后的铁水对学电焊有很大的帮助,学得也会更快。
1。焊接电流的调节,仰焊、立焊和平焊的电流是不一样的。
2。运条速度的控制,焊条运行速度得平稳、匀速。
3。焊弧长度的控制。基本的方法是焊条后倾70-80度电弧距离是焊条的直径主要是手要稳不要抖焊条点燃后,注意焊条前点与被焊体保持火柴头那大的距离,沿着被焊接缝处,以画圈的方式均匀划动,这样出来的焊纹可成鱼鳞状,好看又结实。电焊条有三种分类方法:按焊条用途分类、按药皮的主要化学成分分类、按药皮熔化后熔渣的特性分类。