
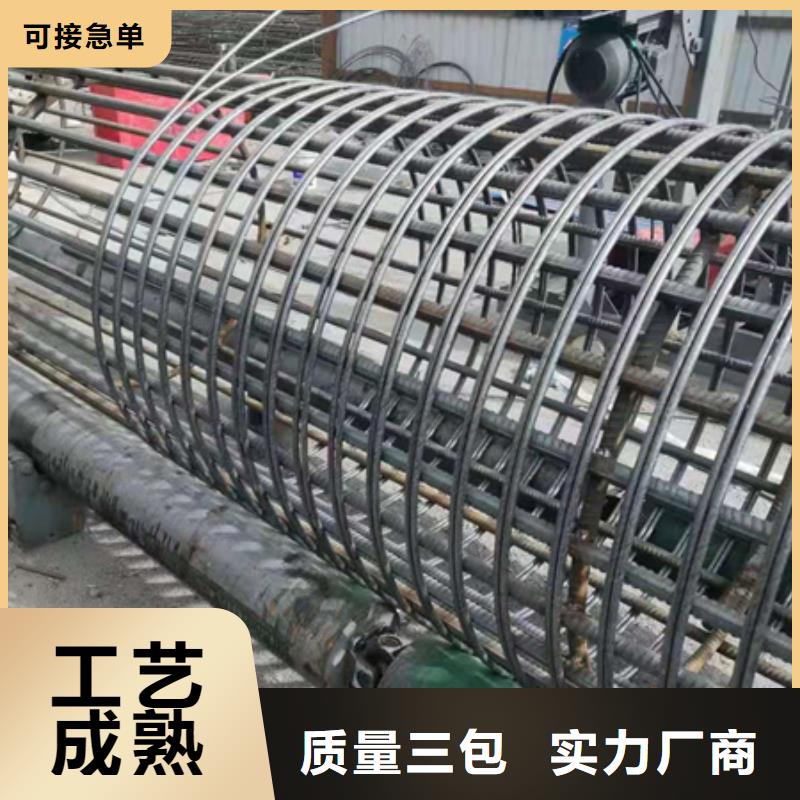

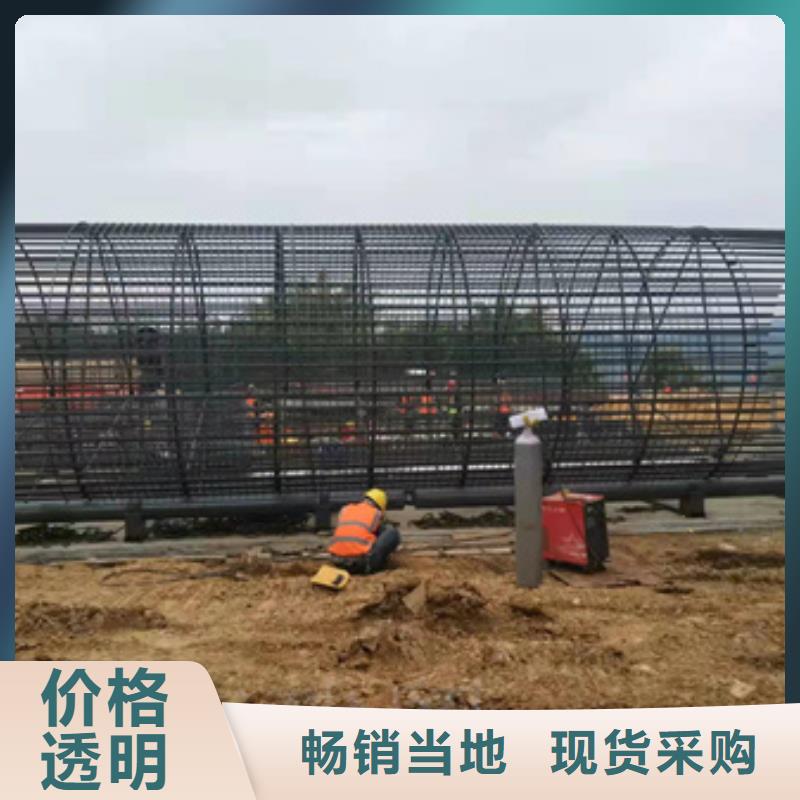

钢筋笼滚焊机是将钢筋矫直、弯曲成型、滚焊成型有机的结合在一起,使得钢筋笼的加工基本上实现机械化和自动化,减少了各个环节间的工艺时间和配合偏差,大大提高了钢筋笼成型的质量和效率,绕筋机为施工单位创造良好的经济效益和社会效益,是今后钢筋笼加工的发展方向。解决了传统钢筋笼滚焊机内加强筋与内支撑不便于安装的问题,为我国桥梁桩基制造大大提高了效率,可根据客户情况定制设备,可定制到加工30米以上,直径两米以上钢筋笼,广泛应用于国防、市政的大型高层建筑,高速铁路,高速公路,跨海大桥的沉孔桩等大型基础设施。收到广泛认可和一致好评!钢筋笼的存放:钢筋笼一般在加工场地上制作好后集中存放在平整、干燥的场地上。存放时,在加劲筋与地面接触处垫上等高的木方,以免粘上泥土。每组骨架的各节要排好次序,挂上小牌,注明第几节及其长度,不得混杂存放,避免搞错。存放时骨架还要注意防雨、防锈。钢筋笼的起吊和就位质量控制:为了防止钢筋笼在吊运过程中发生纵横方向(不可自动复原)的塑性变形。除了要求起吊方确,不可采用错误的方法(特别注意下端不 可拖地)之外,必要时还可采用临时加强刚度的措施,使用纵向抗挠屈加劲杆(一般可采用木条),对于长骨架,可在骨架内部临时绑扎两根杉木杆以加强其刚度,因为它体直,质轻,便于安装、拆卸。


钢筋直径 12-32mm直条弯曲方向 左侧机头,顺时针转;右侧机头,逆时针转弯曲边长 300---11700mm弯曲角度 0----180° 弯曲速度 60°/秒移动速度 0.6m/s长度精度 ±1mm角度精度 ±1°总功率 15KW一次弯曲支数 直径 D10 D12 D16 D18 D20 D25 D32 支数 。4,成型速度快,待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。5,流水线作业形式,施工不受工序影响,不间断完成主筋箍筋焊接成型,绕筋施焊等全部。6,组合式设计使搬运、安装、声场等不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机业。7,绕筋,主筋可双筋同时制作。全自动钢筋弯曲中心生产厂家全自动钢筋弯曲中心产品特点:1、进口PLC结合触摸屏控制界面操作方便2、中心柔性钢筋锁紧机构设计,确保弯曲精度3、弯曲面板采用热处理,耐磨,延长使用寿命4、弯曲主轴由伺服控制,弯曲精度。 6、机械在同行简配降成本的大环境之下,坚持自我。为客户提供稳定可靠的数控钢筋弯曲中心。(该款数控钢筋弯曲中心自重4.5T) 数控钢筋弯曲中心G2L2-32一、性能优势: 1、两个机头可立式弯曲,同步作业,高产量省人工。 该设备拥有能在一个工作单元内同时进行多向弯曲,两个弯曲主机同时工作,大大提率,可承载5吨原材料,大大降低人工劳动.产品特点: 1、进口PLC结合触摸屏控制界面操作方便 2、中心柔性钢筋锁紧机构设计,确保弯曲精。 绕筋机
钢筋笼绕笼机品牌-报价_建贸机械设备有限公司自动钢筋滚笼机的定期维护和保养。(1) 根据设备的运转情况和使用情况如工作量,使用时间的长短而确定的定期维护和保养。(2)滚焊机属大型设备,对设备在工作中存在的异常振动及噪音应特别重视,应及时查明原因。(3)检查各处电极的紧固程度,尤其是软导体和焊接变压器的紧固,并检查软电极的发热是否在正常范围之内(温度不高于120℃),如发热温度高于150℃,检查发热是属于因长期使用,由于氧化而造成的导电面积减小,还是属于紧固不实而发热。使用滚笼机时的保养?在这里需要注意的是我们在使用滚笼机的同时,也要注重它的日常维护保养,这样不仅能够保障机器在使用的时候顺利进行,而且在一定程度上还能够延长机器的使用寿命。根据我们多年的销售经验,为大家列举了有关钢筋弯箍机的保养秘诀,希望大家认真仔细阅读。1、滚笼机内外清洁,各滑动面及丝杠、齿轮、齿条等无油污、无碰伤;各部位不漏油、不漏水、不漏气、不漏电;切屑垃圾清扫干净.2、滚笼机绕筋机应该放在干燥的房间内,避免放在潮湿的环境内,以避免钢筋弯箍机的线路受到影响。如果必须放在室外,那么我们需要放在平坦的地面上,并且需要用布盖住,以防钢筋弯箍机受潮。
 jmc
jmc
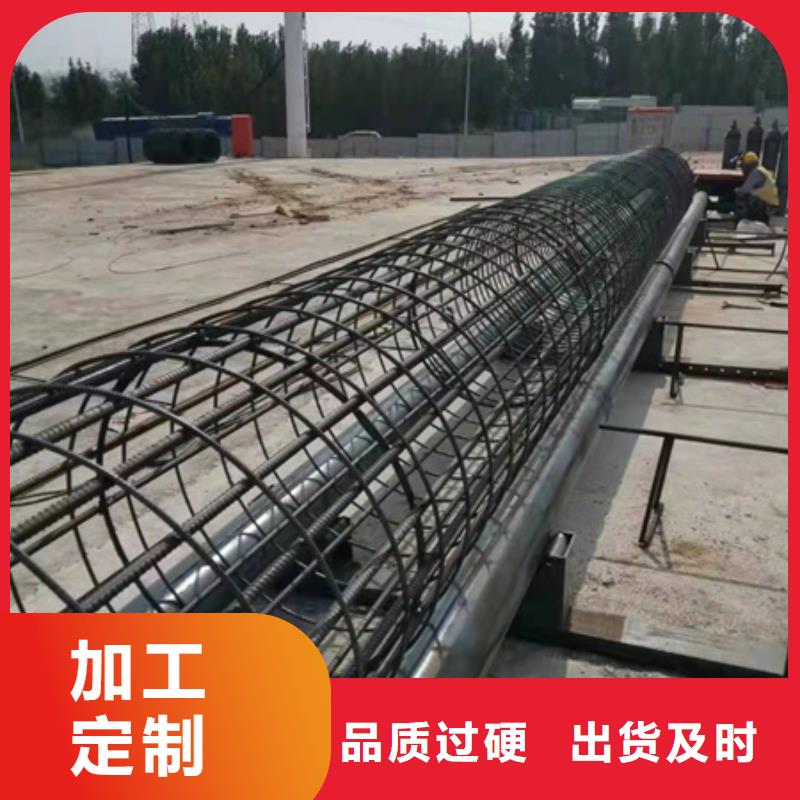
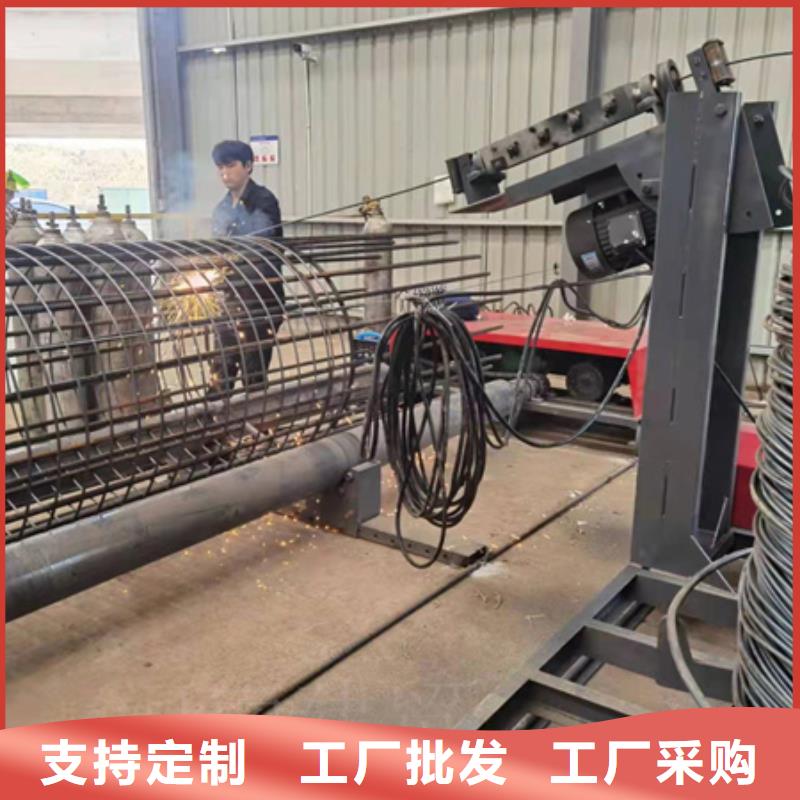
绕筋机主机;含机架、底座、胶辊、传动系统等。铁辊旋转带动钢筋笼转动,按图纸设计间距,配合小车移动缠绕箍筋成型。一般不建议在设备上进行骨架制作,会影响生产线效率。需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接保护块的工作。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将*一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,补齐焊完全部主筋。若采用划线分度工艺,则不分旋转反向。用其他方式制作骨架时,考虑骨架存放区布置,更可以采用骨架模具生产骨架。人工生产骨架要注意整体布局,合理安排场地,骨架制作、骨架存放与转运,各工序之间尽可能互不干扰,过程流畅,尽可能实现流水线生产方式。

