

 晋城DN600球墨铸铁管近行情
<晋城>鹏瑞管业有限公司
晋城DN600球墨铸铁管近行情
<晋城>鹏瑞管业有限公司
优良的性能是球墨管受欢迎的主要趋势,那我们就了解球墨管吗?对起一些清洁知识知道多少呢?青岛球墨铸铁管厂家就给您详细解释解释吧,首 先,将球墨管承口内的所有杂物擦洗干净。将胶圈上的粘着物清擦干净,把胶圈装入承口槽内,并用手沿整个胶圈按压一遍,或用橡 皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。其次,将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。,应 按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已 清理的管子部位再次污染。在产品质量不断,市场不断扩大的大环境下,我国的球墨管的发展前景非常广阔。国际市场对我国球墨管产品的要求正逐步发展变化,对中国产品的质量、包装、供货期限都会有更高的要求,甚至逐步延伸到生产过程和产品的研发,将产品与环境保护、能源资源、人文环境结合起来。而巨大的市场和中心地位引力,将进一步吸引球墨管跨国公司制造中心向中国转移。

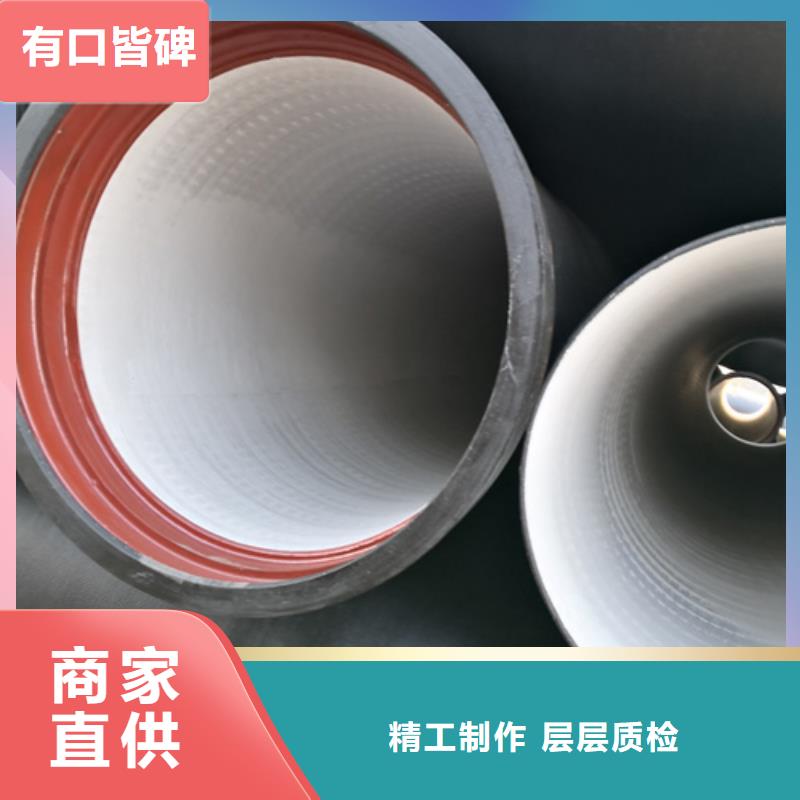
山东鹏瑞管业球墨铸铁管应用在在大部分市政应用领域,如:水、盐水、蒸汽等,青岛球墨铸铁管的耐腐蚀性和抗氧化性都超过铸钢。球墨铸铁管虽然具有良好的抗腐蚀的性能,但在使用球墨铸铁管中我们常常会看到球墨铸铁管需要做沥青漆涂层,这层涂层何作用。 青岛球墨铸铁管沥青漆涂层有什么作用?球墨铸铁管沥青漆涂层是以天然沥青、石油沥青、煤焦油沥青为主要成膜物质的涂料在 分类标准中代号为z大多作为防腐漆使用也具有良好的防水功能.在土木建筑工程中多用于地面和屋面、水坝、地下等部位.多用于地下球墨铸铁管防腐工程。 球墨铸铁管沥青漆涂层为主要原料,加入稀释剂、改性剂、催干剂等有机溶剂组成。主要原料的配比一般因气候、温度、使用环境不同而不同,改性剂的使用按需求不同而添加。球墨铸铁管虽然具有良好的抗腐蚀的性能但为了使球墨铸铁管延长更长的使用时间,球墨铸铁管就需要做沥青漆涂层处理。


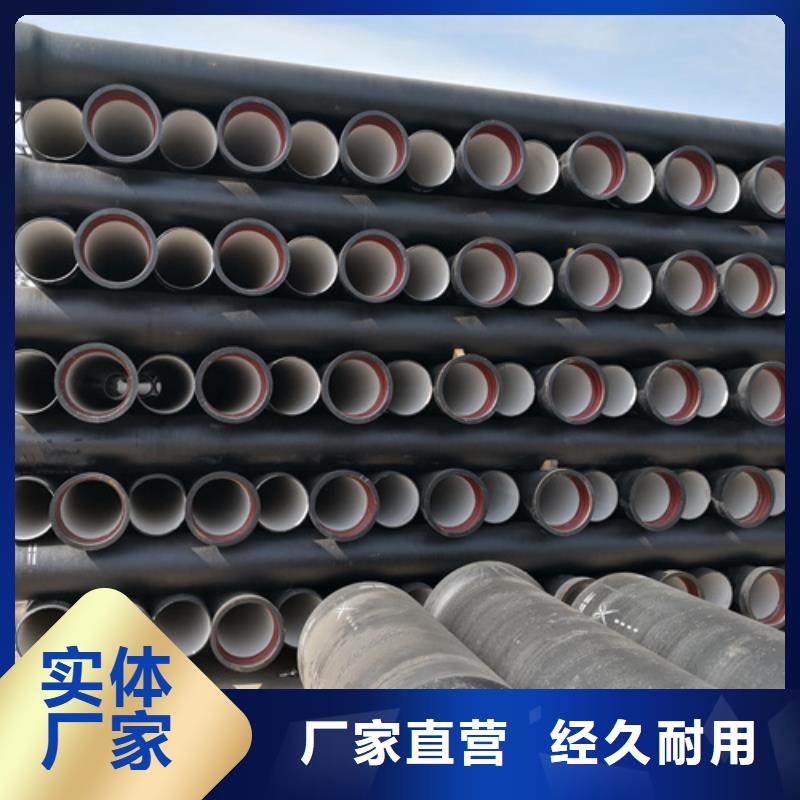
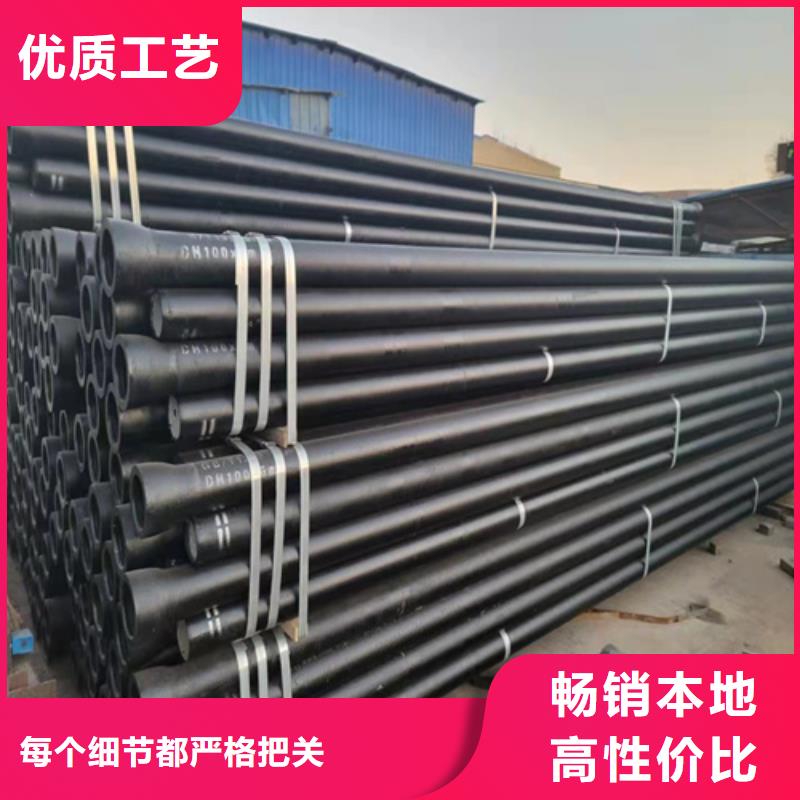
规格技术资料 规格(K9级) 技术参数 备注 DN100-300 水压试验压力 5.0Mpa 抗拉强度≥420 Mpa 屈服强度≥300 Mpa 延的 伸 率 13-18% 硬 度 ≤230HB 涂内衬前,一对每根管子进行水压试验,保压时间15秒。球墨铸铁因而材料本身的机械性能得到了较好的改善,具有铁的本质,钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能好。该生产线由优质的的高炉铁水经中频电炉加温、调质、球化、浇铸、退火、喷锌、水压实验、水泥涂衬、防腐等工艺流程的自动化程序,在产品质量、生产效率、生产控制诸方面均具有国内目前先进水平,在市场上有着巨大优势。化工大锅采用先进的铸造工艺,优质达到合金材料和科学合理的配方,具有较强的耐热、耐腐性能。墨铸铁管是使用18号以上的的铸造铁水经添加球化剂后,经过离心球墨铸铁管机的高速离心铸造成的管道,称之为“球墨铸铁管”简称为人球管、球铁管和的球墨铸铁管等。球墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁等具有铁的本质、钢的性能,防腐性能优异、延展性能好,安装简易、主要用于市政、工矿企业给水、输气等。
<晋城>鹏瑞管业有限公司球墨铸铁管与机制铸铁管的区别?山东球墨铸铁管厂家分享1、概念不同机制铸铁管是采用离心浇注工艺生产的柔性接口排水铸铁管,接口一般为W型卡箍式的或A型法兰承插式。球墨铸铁管是指使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管材,简称为球管、球铁管和球墨铸管等。主要用于自来水的输送,是自来水管道理想的选择用料。2、性能不同球墨铸铁管是铸铁的一种,是一种铁、碳和硅的合金。球墨铸铁中石墨是以球状形式存在的,一般石墨的大小为6-7级,质量上要求铸管的球化等级控制为1-3级,因而材料本身的机械性能得到了较好的改善,具有铁的本质,钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能较好。机制铸铁管使用寿命超过建筑物预期寿命,优良的抗震性能,可适用于高层建筑的防震设防,采用法兰压盖和橡胶圈或者内衬橡胶圈和不锈钢卡箍柔性连接,密封性好,允许在15度范围内摆动而不渗漏。采用金属型离心浇铸,铸铁管壁厚均匀、组织致密、表面光洁、无砂眼、夹渣等铸造缺陷。橡胶接口抑制噪音,是不可替代的安静的管道,创造的生活环境。3、用途不同铸铁管适用在建筑排水、排污、土木工程、道路排水、工业废水,农业灌溉管道知;铸铁管能适用于较大的管道轴向伸缩位移和横向挠度变形;铸铁管适用于地震烈度在9度以下的地区使用。墨铸铁管主要称之为离心球墨铸铁管,它具有铁的本质、钢的性能,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气输油等。是供水管材的,具有很高的性价比。
球墨铸铁管与其它管材相比,具有较高的抗内力、外压能力,较好的耐腐蚀性和耐磨性。同时具有施工方便、接口密封性能好,运行系数大等优点。近年来,在铸铁材料市场上发展势头迅猛。 这种材质生产中较易出现裂纹、重皮、夹渣三种质量问题。裂纹产生与离心浇注过程产生,浇注制度不合理产生;重皮与浇注温度、浇注转速有关;夹渣与金属化学元素含量、扒渣处理有关。 和控制措施是: 1、改进离心设备,有效裂纹 减少铁液在高温的停留时间,加强孕育特别是随流孕育效果。随流孕育剂加入量控制为铁液量的0.1-0.25%;确保管模粉分布均匀,控制管模内表面用量为20-30g/m2。控制好水冷金属型离心机冶炼工艺参数。 离心机要防止流槽振动造成铁液溅出现象,承口砂芯要安放合适,避免产生毛刺。控制铁液成分,降低铁液的含硅量,冲入球化剂后W(Si)应控制在0.8-1.2%为宜。离心机机壳内采用均匀布置圆弧形喷淋冷却管,且分段设置,并避免各段的冷却水相互影响。 2、优化工艺参数,减少管身重皮 合理控制浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。控制机身冷却水进口温度为28-36℃,出口温度为50-57℃。 在水冷金属型离心铸造工艺中,应防止过高的浇铸转速,调整适宜的翻包速度和主机走速;确保管模的打点的深度为0.25-0.3mm、直径为4-5mm、点与点边缘间距为0.5-0.7mm。 3、控制原料加入,降低夹渣缺陷 为解决降低铁液中的含硫量,减少硫化物的产生,应控制W(S)<0.02%;适当提高浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量控制在1-2%为宜;加强铁液的扒渣和挡渣效果;铁液中的残镁流量不易过高(控制在0.035-0.045%),以减少铁液表面氧化。 通过采取以上相应措施,球墨铸铁管的质量得到明显改善,裂纹、重皮、夹渣缺陷大为降低,减少了废品,大幅提高综合成材率。
