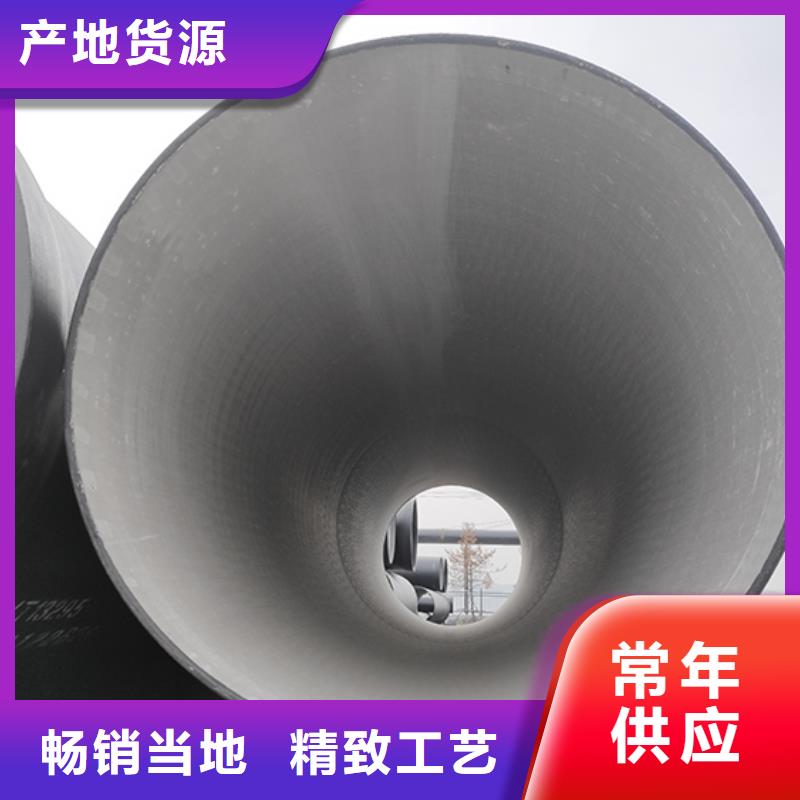



引进世界上的水冰金属型离心铸管工艺和设备,生产离心球墨铸铁管,是国内早按I02531标准生产球铁管的厂家。公司集炼铁铸管生产于一身,经过不断发展和积累。拥有烧结机球团竖炉高炉铸铁机等炼铁设备,可年产生铁150万吨;拥有混铁炉电炉离心铸管机等铸管设备,可年产DN80-DN1200球铁管20万吨。国内生产柔性铸铁管(排水用铸铁管)及管件的龙头制造商。20年被评为铸造业。铸铁管采用离心铸造技术(土作坊均用模具生产,外表粗糙,耐用性差),引进了国内的流水线生产体系,铸铁管厚薄与同类生产厂家相比更加均匀,铸铁管密度均一,外表十分光滑美观,耐用性强。欢迎新老顾客来电垂询我公司是从事柔性铸铁管柔性抗震铸铁管排水铸铁管配套管件及球墨铸铁管球墨铸铁井盖的制造企业。公司有二十多年生产***,并且通过了I001—20质量管理体系认证,为全国铸造行业协会会员。本厂引进的热膜涂料水冷金属型离心铸造工艺,高标准开发生产GB/Tl2772-20离心机制柔性铸铁水管管件及球墨铸铁井盖井蓖。主要产品有W型柔性铸铁管柔性抗震铸铁排水管柔性抗震铸铁管B型柔性接口承插口排水用铸铁管球墨铸铁井盖井蓖及管件等系列产品300多个品种。
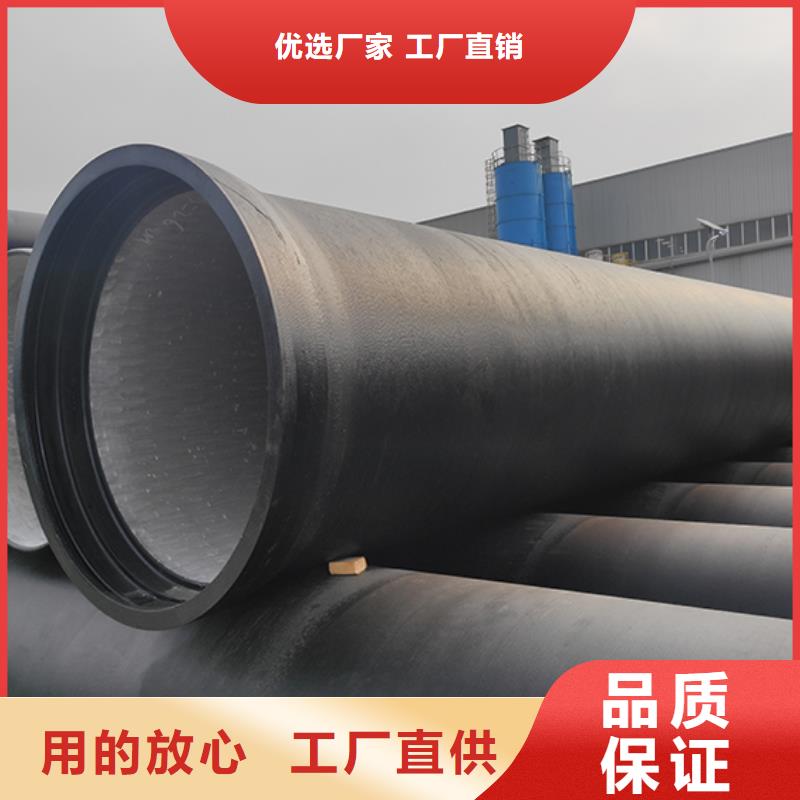
球墨铸铁管施工过程中,下管质量的好坏决定着运行的可靠性、质量等多方面因素,按照球墨铸铁管的特点与特性,建议采取如下形式的下管操作:1、下管:应按下管的要求将球墨铸铁管下到槽底,通常采用人工下管法或机械下管法。2、顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。首先 球墨铸铁管将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;直到插口插入承口全部到位,并保证承口四周外沿至胶圈的距离一致。3、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,确保胶圈各个部分不翘不扭,均匀地卡在槽内。
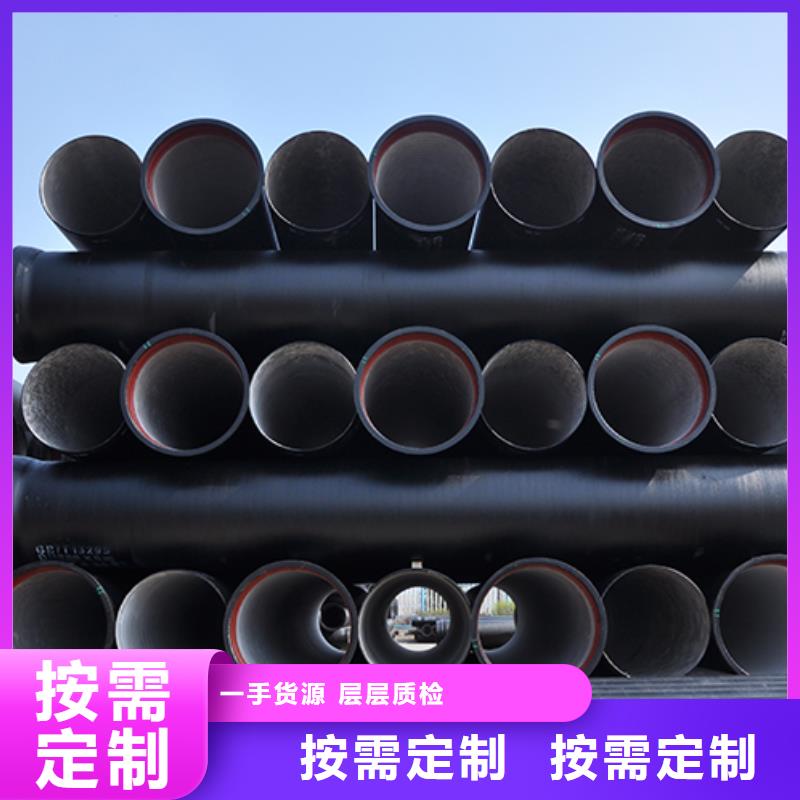
公司是一个集生产和销售《球墨铸铁管,柔性接口铸铁排水管、 管件的专业化大型企业.在球墨管件、井盖铸造的生产工艺方面均达到国内先进水平。球铁管件严格执行国标GB13295-2003和国际标准ISO2531、EN545标准,井盖执行EN124标准。目前我公司的管件产品规格DN80-DN1600,亦可以按用户要求的其他标准安排生产。管件年产量达二万余吨,已销往国内各省以及欧洲、中东、东南亚等和地区。公司成立以来,一贯奉行"质量一"的宗旨,模具车间、机加工车间、水压车间、化验室、清砂车间等加工检测设备完善,并于2002年通过ISO9001:2000质量管理体系认证。公司实施"以人为本"的现代化管理体制,注重提高员工的整体素质,以确保生产的专业化,产品的高质量。现我公司有大量球墨铸铁管现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。
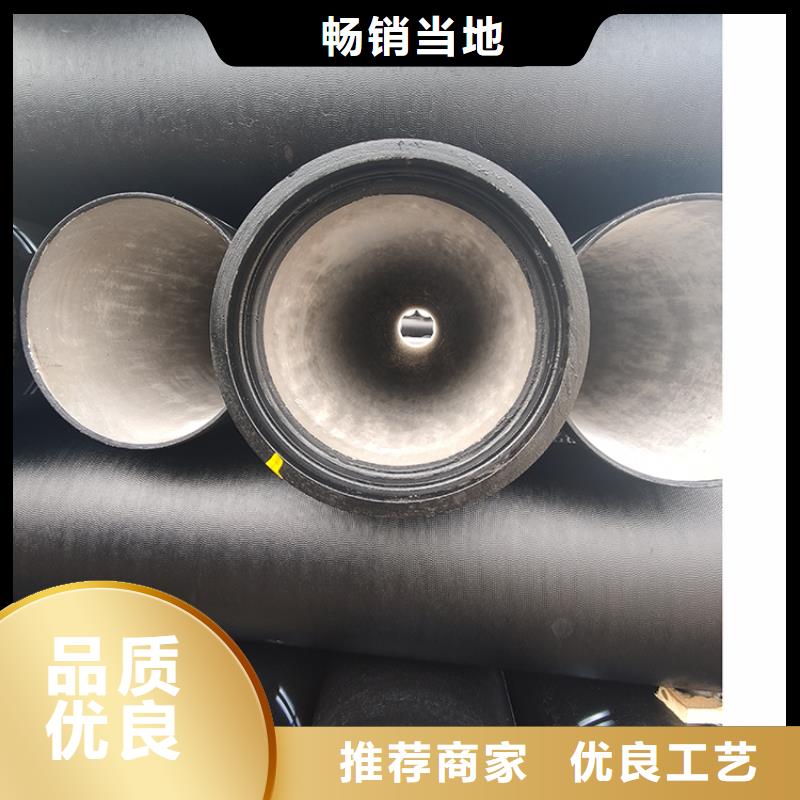
球墨铸铁管清理工作是怎样进行的:1、清理管口:将承口内的所有杂物擦洗干净;2、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内;3、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。
球墨铸铁管铸造体系的规划需注意什么:
1、消失模铸造液态金属充型过程中,泡沫模具液化、气化后退让出的空间被金属液所占有,假如金属液充型速度慢,形成时刻间隙过大,会形成局部崩塌的风险。充型速度快,形成泡沫模具不能充沛气化,在型内增加渣量;
2、浇注体系规划要考虑容貌束摆放便利。一起满足干砂能充填到容貌的一切内腔,防止容貌平面处于水平方位,以及盲孔处于水平或向下的方位;
3、要考虑容貌束摆放便利,一起还要考虑到干砂能填充到容貌的全部内腔,防止容貌的平面处于水平方位,以及盲孔处于水平或向下的方位;
4、浇注体系的规划要确保容貌束的全体强度。尤其是上涂料今后要确保内浇道等连接处可以接受搬运、振荡填砂等操作;
5、浇注体系多选用简略的方式。以缩短金属液流经的间隔。直浇道与铸件容貌之间的间隔不可过小,以确保液态金属充型过程中不因砂型温度升高而使容貌变形;
6、金属液压头应超过金属前沿的界面气体压力,以防呛火(反喷);
7、浇注体系的规划应该有利于金属液顺利平稳地充满整个型腔,并且具有较强的减渣、消渣和排气能力;具有良好的集渣、存气功能,以获得无缺陷的铸件;
8、只要具有必定厚度的吃砂量,在真空后才干产生足够的强度,形成坚硬的铸型,使其能接受住金属液静压力的效果。