




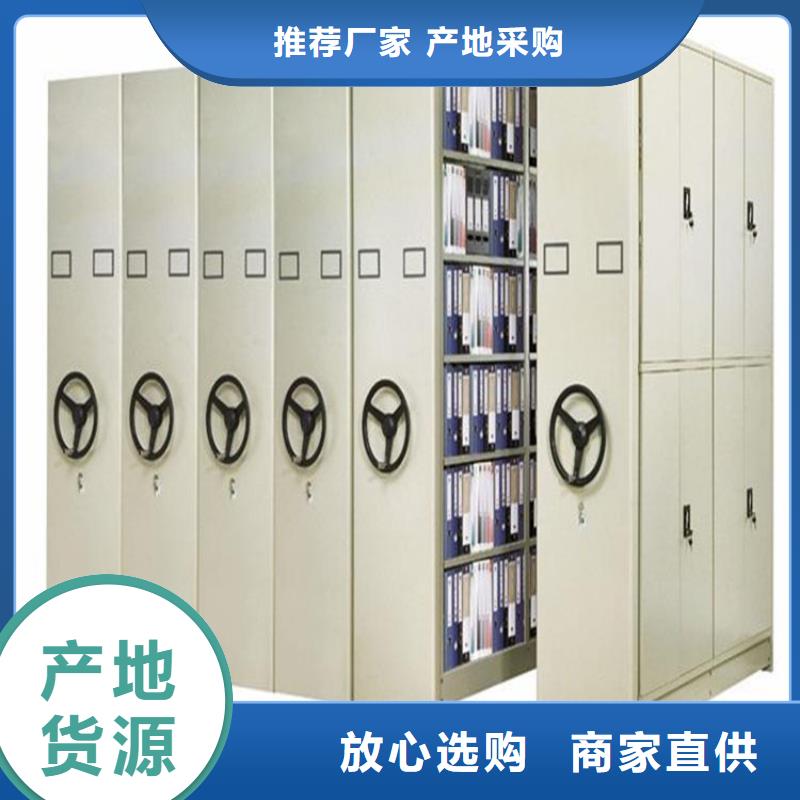

一分钟的时间,对于了解我们的手摇密集柜厂家直销产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:手摇密集柜厂家直销的图文介绍

鑫泉柜业有限公司是一家集 天津档案柜研发、生产、销售、售后于一体的综合性企业。公司全体成员严格奉行“系统管理,质量保障,交货快捷,客户满意”的宗旨, 竭诚为广大新老客户服务,邀您共创辉煌!


密集架的类型非常多,它们的用途也各不相同,比如说有会计凭证密集架、档案密集架、底图密集架、密集架等,企业在选择的时候要先考虑好自己的实际用途,比如说一些事务所,这样的单位通常需要存放大量的会计凭证和会计资料,那么就应该选择会计凭证密集架。 :看包装:如果和商家签定合同时,商家保证是原厂的货的话,一定要索要物流货运单,这样一下就能知道是不是商家进行了掉包,看到货后,原厂的包装纸上面都有品牌标志与定单 。通过物流单和包装纸就能分辨出是否贴牌加工。 第二:看材料:市面上的档案密集柜大多采用中密度纤维板,有些用钢材的要好一些,一般都是用的劣质材料厚度,从材料上就能很直接的分辨出来。第三:看五金件:这块是贴牌商家容易做假的地方,经常会用一些劣质的五金件来冒充原厂五金或者知名品牌五金。 所谓密集柜,顾名思义,就是密集型柜子,它是柜子和柜子连接到一起,形成的密集型区域,也就是说每节(组)甚至可以说是每节(组)的前后,均是一个的空间,或者说是一个箱体,是密闭的,节(组)与节(组)之间。



表面静电喷塑:热固性粉沫塑料粉。档案密集架列前宽度500mm,层高310mm,6层。轨道条数按列长(节数)进行分配。3节为两条轨道5节为三条轨道,7节为四条轨道。以此类推。档案密集架底盘采用3mm国产优质冷轧钢板预制式组焊而成,生产时由整块板材切割折弯而成,底盘结构坚固,互换性好,安装方便,底盘承重每平方米大于800KG。 在板材焊接加工过程中表面有防护膜贴面,避免出现压痕、划痕。在焊接过程中做到无焊点、焊瘤、假焊现象,焊面光洁平整,无尖凸起等缺陷。架体表面处理:全部采用陀灰色环氧塑脂粉末静电喷塑,喷塑后表面平整、光洁、表面硬度高不易划伤,耐腐蚀性强,永不裉色,保证不生锈,美观大方。 档案密集架导轨安装后,单根导轴的直线度为大于0mm/m,5m中不大于0mm.两根导轴水平高度偏差不大于0mm/m,全长不大于0mm。手动密集架两根导轨宽度之间的平行度偏差不大0mm/m,全长不大于0mm,导轨对接处高低差不大于0.3mm。 门缝间隙在工装保障的前提下,均匀一致在1~2mm之间。各部安装应牢固可靠,无松动现象,各结构件和架体无明显变形,密集柜架体无倾斜现象。每标准节组合后外形尺寸(长、宽、高)的极限偏差为不大于正负2mm。


密集柜表面处理为喷塑。处理工艺流程如下:乳化剂和碱性助剂脱脂,磷化酸除锈,锌化薄膜型磷化、钝化,后粉末喷涂。55度-65度热水脱脂——冷水清洗——冷水清洗——中和——表调——35度-45度热磷化——冷水清洗——55度——65度热钝化——静电亚光喷粉——180度固化而成。 按此顺序先后一步步独步处理。厂标颜色为亚光喷塑白。(也可根据客户需求制作色卡)大功率空气压缩系统保障工件在静电喷塑中具备有效压力,以达到塑粉能均匀喷涂在工件的表面、内侧和暗角。引用精密过滤系统,保障喷涂时空气得到净化,无水珠、无油污、无尘埃,以达到塑粉在工件的附着力更强,同样使表面光滑平整。 档案密集架表面处理:各零部件在涂敷前必须进行清洗、除油、除锈,并按照GB68086标准进行磷化处理;每道工序必须分槽处理,所用标准及紧固件均须镀锌处理。产品金属架体及配件应采用的静电亚光喷塑工艺,使用优质环保涂敷材料,表面均匀光亮,色泽一致、严密、平整、无划伤:投标时必须对喷塑工艺、喷塑标准及各种部件的防锈处理进行详细说明,颜色为灰色。 搁板表面光滑平整,一次成型。所有钣金件、机件加工后应打磨毛刺,无裂纹及划痕,所有焊接件应焊接牢固,焊痕光滑、平整。档案密集架表面处理:各零部件在涂敷前必须进行清洗、除油、除锈,并按照GB68086标准进行磷化处理;每道工序必须分槽处理,所用标准及紧固件均须镀锌处理。



